Виды фрезерных станков с ЧПУ
В новом выпуске публикаций материалов из учебника Босинзона М.А «Обработка деталей на металлорежущих станках различного вида и типа» . Рассмотрим основные виды фрезерных станков и их устройство.
ОСНОВНЫЕ ВИДЫ ФРЕЗЕРНЫХ СТАНКОВ И ИХ УСТРОЙСТВО
Фрезерный станок — металлорежущий станок для обработки резанием при
помощи фрезы, наружных и внутренних плоских и фасонных поверхностей, пазов, уступов,
поверхностей тел вращения, резьб, зубьев зубчатых колес и т.д. Эти станки
широко применяются и подразделяются на две основные группы:
■ станки общего
назначения, которые бывают горизонтальными и вертикальными. К данной группе
относятся станки консольные и бесконсольные, продольно-фрезерные, станки
непрерывного фрезерования (карусельные и барабанные);
■ специализированные. К этой группе относятся
станки копировально-фрезерные (рассмотрены в разд. V), зубофрезерные,
резьбофрезерные, шпоночно-фрезерные (рассмотрены в разд. VI), шлицефрезерные и
др.
Главное движение у фрезерных станков
(вращательное) осуществляется фрезой, а движение подачи (поступательное) —
заготовкой, но в некоторых случаях (например, при обработке крупных изделий)
может сообщаться и фрезе.
Типоразмеры станков отличаются площадью
рабочей поверхности стола. По этому признаку различаются пять градаций
станков:
■
0 — типоразмер соответствует габаритным
размерам стола 200 х 800 мм;
■
1 —
типоразмер соответствует габаритным размерам стола 250 х 1 000 мм;
■ 2 — типоразмер соответствует габаритным размерам стола 320 х 1 250 мм;
■ 3 — типоразмер соответствует габаритным размерам стола 400 х 1 600 мм;
■ 4 — типоразмер соответствует габаритным размерам стола 500 х 2 000 мм.
Универсально-фрезерный станок консольной конструкции характеризуется горизонтальным
расположением оси шпинделя, имеет хобот с подвеской для крепления оправки фрезы
и предназначен для работы с разными типами фрез. Он имеет поворотный (в
горизонтальной плоскости) стол, который может перемещаться в продольном,
поперечном и вертикальном направлениях, что позволяет фрезеровать винтовые
канавки.
Горизонтально-фрезерный станок аналогичен универсально-фрезерному, но его стол не
имеет возможности поворачиваться.
Вертикально-фрезерный станок по конструкции близок к горизонтально- и
универсально-фрезерному станкам, но отличается от них
вертикальным расположением оси шпинделя.
На рис. 10.2 представлены консольные
фрезерные станки.
Они имеют меньшую массу и занимают меньшую площадь по
сравнению со станками других типов. Основным конструктивным отличием
консольно-фрезерных станков является наличие консоли
1, перемещающейся в
вертикальном направлении по направляющим станины
2. На консоли находятся
горизонтальные направляющие, по которым движутся салазки
3, несущие стол
4, на котором закрепляется заготовка.
Широкоуниверсальный горизонтальный консольно-фрезерный станок (рис. 10.2, а) отличается наличием дополнительной шпиндельной головки 5, смонтированной на выдвижном хоботе, которая может поворачиваться на любой угол в вертикальной плоскости. Еще большую универсальность придает станку наличие накладной фрезерной головки 6 со шпинделем, поворачивающимся под любым углом в горизонтальной плоскости. В этих станках отсутствует поворотная плита.
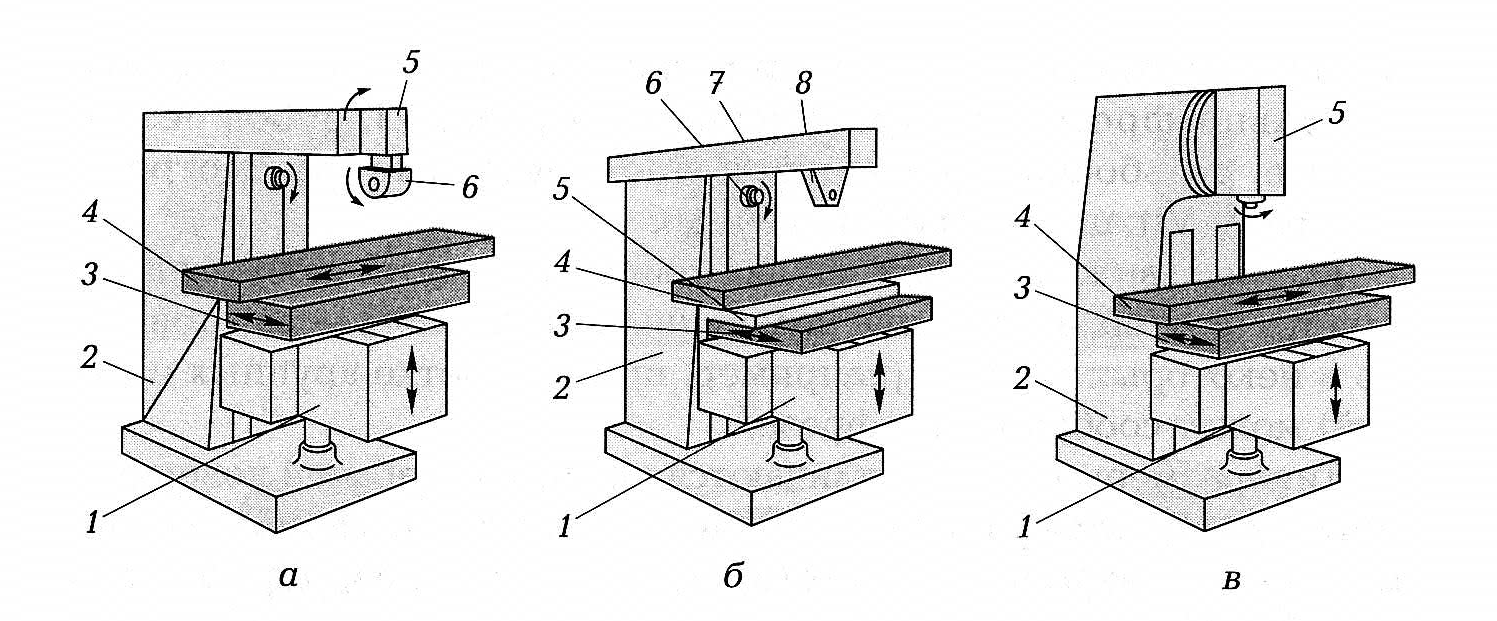
Рис. 10.2. Консольные фрезерные станки:
а — горизонтально-фрезерный станок: 1 — консоль; 2 — станина; 3 — салазки; 4 — стол; 5 —
дополнительная шпиндельная головка;
6 — накладная фрезерная головка; б
— горизонтальный универсальный станок: 1
— консоль; 2 — станина; 3 — салазки; 4 — стол; 5 — промежуточная
поворотная плита; 6 — шпиндель; 7 — хобот;
8 — серьга; в — вертикальный консольнофрезерный станок: J — консоль; 2 — станина; 3 — салазки; 4 — стол; 5 —
вертикальная шпиндельная головка
Консольные
горизонтальные универсальные станки
(рис. 10.2,
б) отличаются тем, что на салазках 3 установлена
промежуточная поворотная плита 5, по горизонтальным направляющим которой
перемещается стол
4. Шпиндель 6 станка расположен горизонтально,
а на станине
2 смонтирован хобот 7, несущий поддерживающую серьгу 8.
Фреза или набор фрез закрепляется в оправке, один конец которой
устанавливается в шпиндель, а другой — в отверстие серьги.
Вертикальный
консольно-фрезерный станок (рис. 10.2, в) имеет
вертикально расположенную шпиндельную головку 5, которая может поворачиваться
в вертикальной плоскости. Существуют конструкции станков этого типа, в которых
имеется осевое перемещение шпинделя.
Бесконсольные
вертикально-фрезерные
(рис. 10.3, а) и горизонтально-фрезерные станки (рис. 10.3, б)
отличаются тем, что салазки
2, несущие стол 3, перемещаются по
горизонтальным направляющим станины
1, а шпиндельная бабка 4
перемещается в вертикальном направлении по направляющим стойки 5.
Продольно-фрезерные станки (одностоечные и двухстоечные) предназначены для
обработки крупногабаритных деталей в основном торцовыми фрезами. В этих
станках по горизонтальным направляющим станины перемещается стол, а
шпиндельные головки по стойкам портала, связанного балкой, или по направляющим
поперечины, которая передвигается по направляющим портала.
Карусельно-фрезерные и барабанно-фрезерные станки имеют круглый
стол с горизонтальной осью вращения или многогранный барабан с вертикальной
осью вращения, что обеспечивает круговую подачу. На стойках или на портале
размещены шпиндельные головки с одним или несколькими шпинделями. Эти станки
предназначены для обработки различных деталей в условиях крупносерийного и
массового производства. Станины и стойки фрезерных станков представляют собой
корпусные отливки коробчатой формы с ребрами жесткости и служат для размещения
основных узлов станка. На станинах находятся литые или накладные направляющие
для перемещения узлов. Наиболее распространенными типами фрезерных станков
являются широкоуниверсальные, горизонтальные, вертикальные и универсальные
станки.
На консольных горизонтально-фрезерных и универсально-фрезерных станках
можно обрабатывать горизонтальные и вертикальные плоские поверхности, пазы,
углы, рамки, зубчатые колеса и др. Универсальные станки, имеющие поворотный
стол, можно использовать для фрезерования всевозможных винтовых поверхностей.
Технологические возможности этих станков расширяются с применением делительных,
долбежных, накладных универсальных головок и других приспособлений.
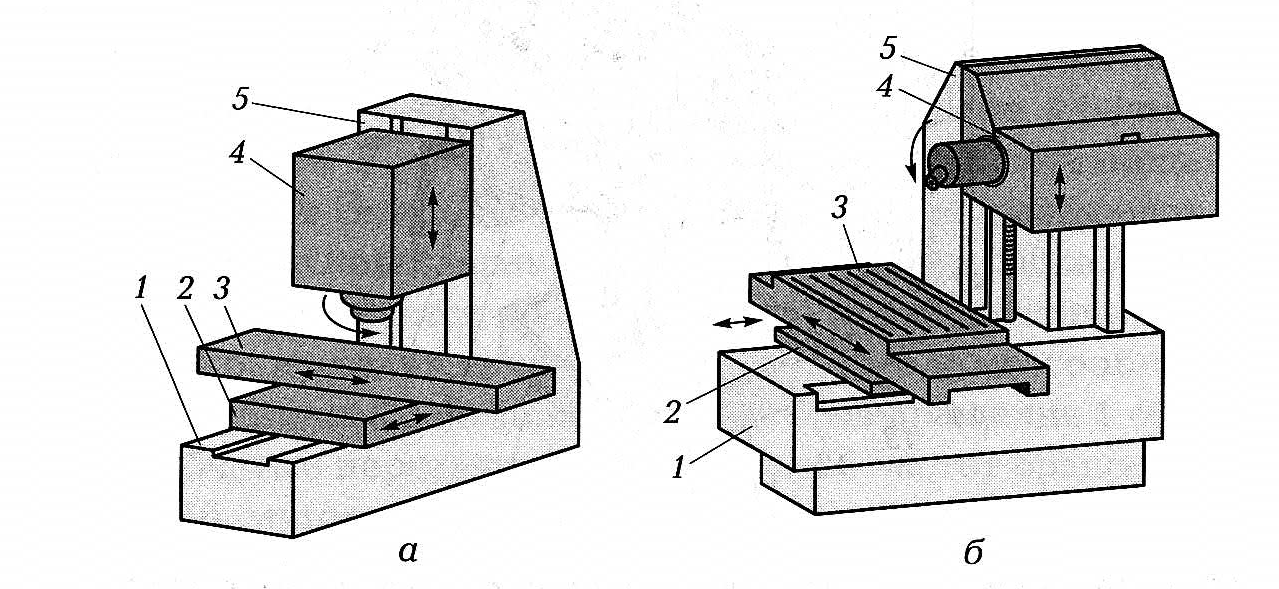
Рис.
10.3. Бесконсольные фрезерные станки:
а — вертикально-фрезерный станок; б — горизонтально-фрезерный станок:
1 — станина; 2 — салазки; 3 — стол; 4 — шпиндельная
бабка; 5 — стойка
Консольно-фрезерные универсальные станки
отличаются от горизонтально-фрезерных наличием конструкции, обеспечивающей поворот
стола относительно вертикальной оси. Широкоуниверсальные фрезерные станки от
универсальных отличаются наличием на станине специального хобота, на котором
установлена дополнительная головка со шпинделем и рядом других конструктивных
параметров. Детали и узлы фрезерных станков широко унифицированы.
Устройство вертикального
консольно-фрезерного станка. Рассмотрим конструктивные особенности и
компоновку вертикальнофрезерного консольного станка. На нем можно выполнять
разнообразные фрезерные работы по чугуну, стали и цветным металлам
твердосплавным и быстрорежущим инструментом в условиях мелко- и
крупносерийного производства.
На фундаментной плите 12 вертикально-фрезерного консольного
станка (рис. 10.4) установлена станина
1.
По вертикальным направляющим 13 станины от ходового винта, расположенного в колонне 10, может перемещаться
консоль
9, имеющая горизонтальные поперечные направляющие 7, на которых размещены
салазки
8. На продольных направляющих салазок укреплен стол 4, его продольное
перемещение может осуществляться вручную рукояткой 1
4, а поперечное — рукояткой 5. Вертикальное
перемещение стола (вместе с консолью) осуществляется вручную рукояткой
6.
Частота вращения
шпинделя
3 изменяется ступенчато
рукоятками, расположенными на коробке скоростей
2.
Коробка подач 11
размещена в консоли, с помощью рукояток скорость движения подачи стола в
горизонтальном и поперечном направлениях изменяется ступенчато. Привод подачи
имеет отдельный электродвигатель.
Технические
характеристики вертикальных консольных станков приведены в табл. 10.1.
Устройство бесконсольного вертикально-фрезерного станка.
Отличительными
особенностями конструкций станков этого типа являются:
■ отсутствие консоли;
■ более жесткие станина
и стойка;
■ повышенная мощность;
■ червячно-реечный
привод.
Бесконсольный
вертикально-фрезерный станок модели 6А54 предназначен для обработки больших
деталей в основном торцовыми фрезами, в том числе с твердосплавными
пластинами. Эти станки применяются в индивидуальном и серийном производстве. На
них возможна обработка заготовок с большими припусками на высоких скоростях
резания.
Общий вид бесконсольного
вертикально-фрезерного станка показан на рис. 10.5. На неподвижной станине 1
размещается крестовый стол
4, который имеет возможность перемещаться по направляющим салазок 3 в продольном и по направляющим 2 станины в поперечном направлениях.
Шпиндельная бабка 7 с коробкой скоростей монтируется на вертикальных
направляющих стойки
9. Главное вращательное
движение — шпинделю сообщается от электродвигателя
8 с номинальной частотой вращения 1 460
об/мин через зубчатые передачи. Число ступеней частот вращения шпинделя 16,
минимальная частота — 39,6 об/мин, а максимальная частота — 1 240 об/мин.
Продольное и поперечное
движения подачи стола осуществляются от коробки подач
10, которая находится в станине.
Минимальная продольная подача
Sпр = 47 мм/мин, а максимальная Sпр = 1 600 мм/мин.
Таблица 10.1. Технические характеристики вертикальных консольных станков
Основные данные |
Модель станка | |||||||||||||
| 6Т80Ш | 6Д82ШФ20 | 6Т83Ш-1 | ||||||||||||
| Габаритные размеры рабочей поверхности стола (ширина х длина), мм |
200х800 | 320х1250 | 300х1600 | |||||||||||
| Наибольшее перемещение стола, мм: продольное поперечное вертикальное |
560 | 950 | 1000 | |||||||||||
| 250 | 320 | 400 | ||||||||||||
| 400 | 420 | |||||||||||||
| Перемещение пиноли, мм | 70 | 80 | ||||||||||||
| Конусы отверстия шпинделя: горизонтальные поворотные |
0 | 50 | ||||||||||||
| 40 | ||||||||||||||
| Расстояние от оси горизонтальности шпинделя до поверхности стола, мм: наименьшее наибольшее |
0 | 50 | 30 | |||||||||||
| 400 | 450 | |||||||||||||
| Мощность, кВт: привода горизонтального шпинделя привода поворотного шпинделя привода подач |
3 | 5,5 | 11 | |||||||||||
| 1,5 | 2,5 | 3 | ||||||||||||
| 0,75 | 2,2 | 3 | ||||||||||||
| Наибольшая масса обрабатываемой заготовки, кг | 150 | 400 | 630 | |||||||||||
| Габаритные размеры станка (длина х ширина х высота), мм | 1600х1875х2080 | 2475х2325х2020 | 2570х2252х2040 | |||||||||||
| Масса станка, кг | 1430 | 3325 | 4350 | |||||||||||
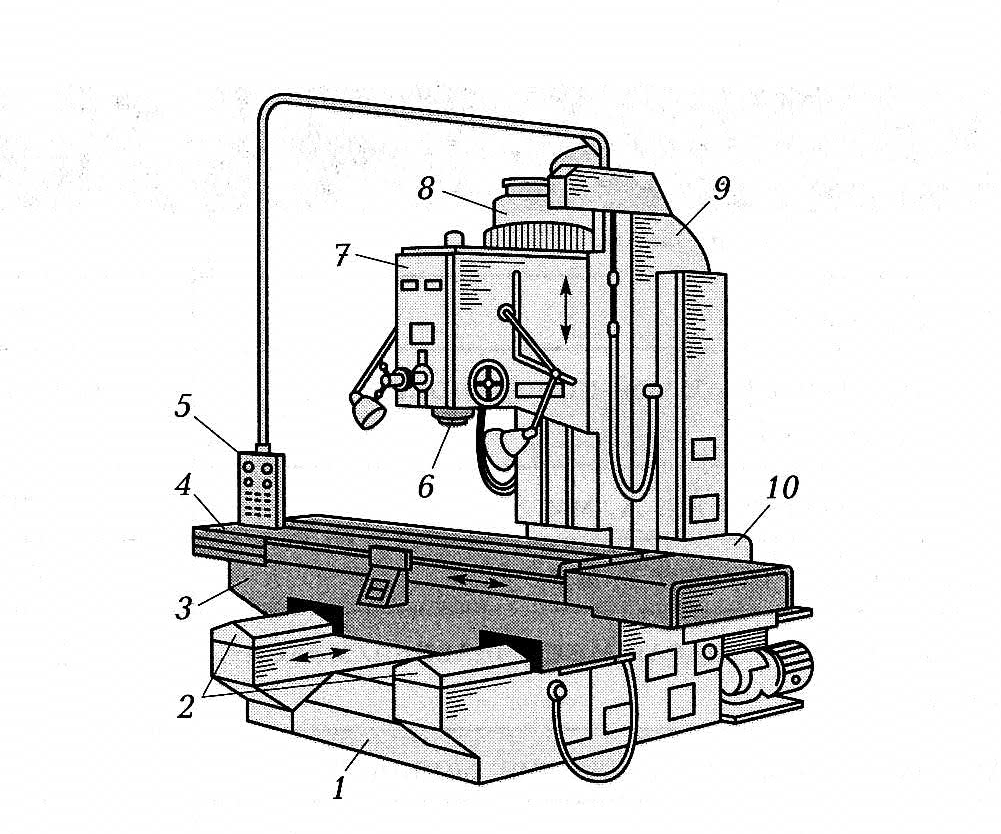
Рис.
10.5. Бесконсольный вертикально-фрезерный станок:
1 — станина; 2 — направляющие; 3
— салазки; 4 — стол; 5 — пульт; 6 — шпиндель; 7 — шпиндельная
бабка;
8 — электродвигатель; 9 — стойка; 10 — коробка
подач
Минимальная поперечная
подача
Sп
= 24 мм/мин и
максимальная
SП
= 770 мм/мин.
Все установочные перемещения
(изменение частоты вращения шпинделя и подач), освобождение и зажим шпиндельной
бабки, салазок, гильзы шпинделя, автоматический подъем гильзы шпинделя и
блокировка узлов осуществляются с помощью гидравлической системы станка.
Управление станком происходит от подвесного пульта
5.
Технические
характеристики бесконсольного вертикальнофрезерного станка модели 6А54
приведены в табл. 10.2.
Устройство продольно-фрезерного станка. Данный вид станка предназначен для обработки в
основном торцевыми фрезами различных плоскостей у крупногабаритных заготовок
(или их групп), установленных в многоместных приспособлениях на столе станка.
На вертикальных стойках такого станка, смонтированных на станине, расположены
боковые фрезерные головки, а также поперечина с вертикальными фрезерными
головками. Каждая головка имеет индивидуальный привод вращения шпинделя, оси
шпинделей могут перемещаться в горизонтальной и вертикальной плоскостях, а
также устанавливаться под определенным углом.
Продольную подачу продольно-фрезерного станка имеет стол, поперечную — вертикальные фрезерные головки, а вертикальную - боковые. Все фрезерные головки имеют общий привод подач.
Таблица 10.2. Технические характеристики бесконсольного вертикально-фрезерного станка модели 6А54
| Показатель | Величина | |||||||||||||
| Класс точности станка | H | |||||||||||||
| Габаритные размеры рабочей поверхности стола (ширина х длина), мм | 630х1600 | |||||||||||||
| Перемещение стола по оси X, мм | 1000 | |||||||||||||
| Перемещение стола по оси Y, мм | 600 | |||||||||||||
| Частота вращения шпинделя минимальная/максимальная, об/мин | 25/1250 |
|||||||||||||
| Электродвигатель главного движения: мощность, кВт | 13 | |||||||||||||
| Число инструментов в магазине | 12 | |||||||||||||
| Габаритные размеры станка с электрооборудование (длина х ширина х высота), мм, не более | 3315х4205х400 | |||||||||||||
| Масса станка (без системы ЧПУ, гидростанции и электрошкафа), кг | 13000 | |||||||||||||
На рис. 10.6
представлена компоновочная схема продольно-фрезерного станка.
Рассмотрим
продольно-фрезерный станок модели 6М610 который предназначен для комплексной
обработки корпусных деталей из черных и цветных металлов, а также некоторых
видов пластмасс методом фрезерования, сверления и растачивания. Станок состоит
из продольно-подвижного стола и неподвижного портала. Такая компоновка
обеспечивает высокую жесткость станка, что позволяет вести как черновую, так и
чистовую обработку деталей, а также сохраняет точность станка в период
длительной эксплуатации Станок оснащен вертикальной фрезерно-расточной ползунковой
бабкой и накладной универсальной торцовой поворотной (через 90°) головкой, что
позволяет обработать деталь с пяти сторон за одну установку. Установка
крепления торцовой головки механизирована Станок имеет устройство цифровой
индикации и автоматического переезда рабочих органов по преднабору.
Технические характеристики продольно-фрезерного станка модели 6М610 приведены в табл. 10.3.
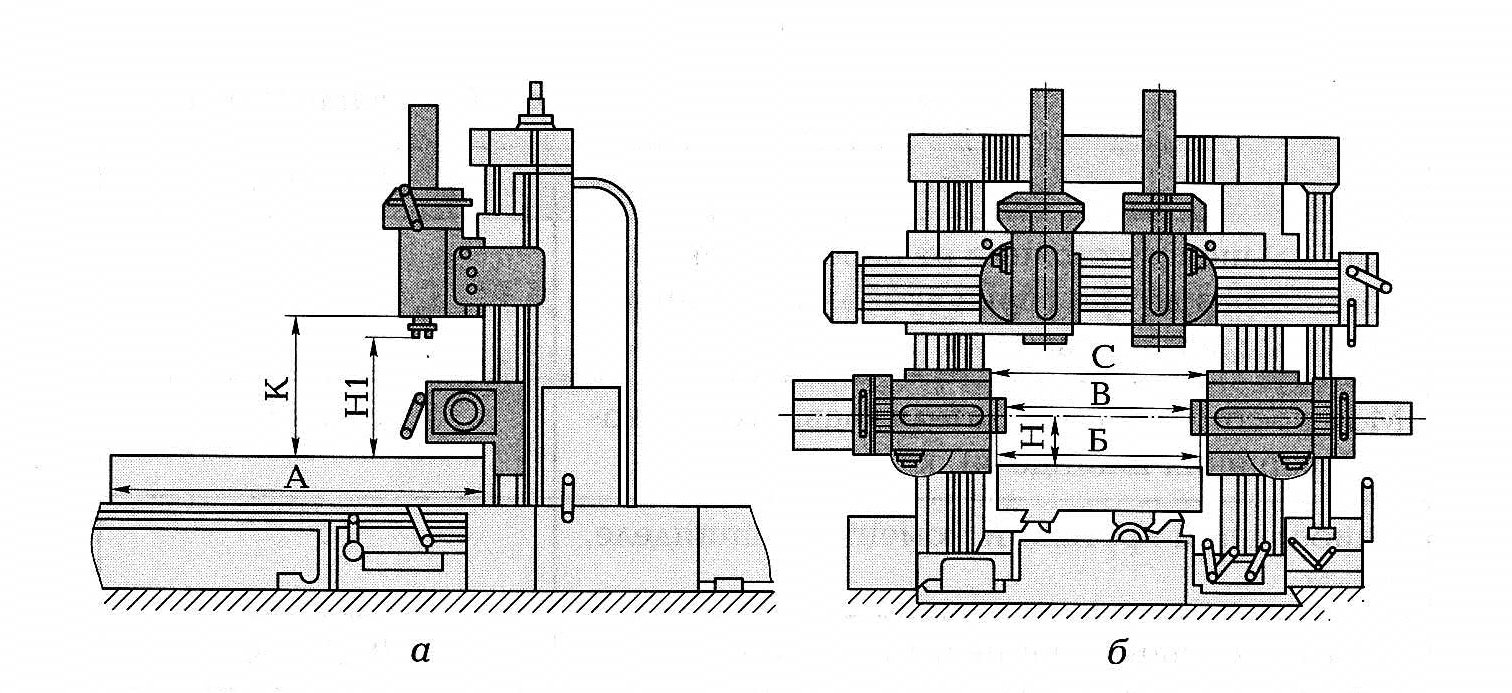
Рис. 10.6. Компоновочная схема продольно-фрезерного станка:
а — вид сбоку; б — вид спереди: А — длина рабочей поверхности стола; Б —
ширина стола; В — расстояние между горизонтальными шпинделями; Н — расстояние
от рабочей поверхности стола до оси горизонтального шпинделя; Н1 — расстояние
от рабочей поверхности стола до оси вертикального шпинделя; С — расстояние
между горизонтальными бабками; К — расстояние от рабочей поверхности стола до
вертикальной бабки
Таблица 10.3. Технические характеристики продольно-фрезерного станка модели 6М610
| Параметр | Величина | |||||||||||||
| Ширина рабочей поверхности стола, мм | 1000 | |||||||||||||
| Длина рабочей поверхности стола, мм | 3150 | |||||||||||||
| Ход стола, мм | 3650 | |||||||||||||
| Наибольшая масса обрабатываемой детали на 1 м длины стола, кг | 3150 | |||||||||||||
| Наибольшее расстояние от рабочей поверхности стола до торца шпинделя ползуна вертикальной бабки, мм |
1000 | |||||||||||||
| Ход ползуна вертикальной бабки, мм | 1000 | |||||||||||||
| Расстояние от рабочей поверхности стола до поперечины, мм | 900 | |||||||||||||
| Расстояние от середины стола до стойки, мм | 840 | |||||||||||||
| Ход вертикальной бабки по поперечине, мм | 2400 | |||||||||||||
| Наибольшее расстояние от середины стола до торца горизонтального шпинделя накладной головки, мм |
900 | |||||||||||||
Окончание табл. 10.3.
| Параметр | Величина | |||||||||||||
| Наибольшее расстояние от рабочей поверхности стола до оси горизонтального шпинделя накладной головки, мм | 800 | |||||||||||||
| Мощность электродвигателя главного привода (вращения шпинделя), кВт | 37...45 | |||||||||||||
| Наибольший крутящий момент на шпинделе, кН * м | 5 | |||||||||||||
| Частота вращения шпинделя, об/мин | 10...2000 | |||||||||||||
| Габаритные размеры станка (длина х ширина х высота), мм | 10550х7000х5500 | |||||||||||||
| Масса станка, кг | 38 500 | |||||||||||||