Виды фрезерования на станках с ЧПУ
В очередном выпуске публикаций материалов из учебника Босинзона М.А «Обработка деталей на металлорежущих станках различного вида и типа» разберем виды работ на станках фрезерной группы.
ВИДЫ РАБОТ НА СТАНКАХ ФРЕЗЕРНОЙ ГРУППЫ
Основные виды работ на фрезерном станке. На фрезерном станке возможно выполнять обработку очень
большого числа самых разнообразных деталей, в том числе и очень сложных. На
рис. 11.8 представлены основные виды работ на фрезерном станке:
■фрезерование горизонтальных плоскостей производится на горизонтально-фрезерных
и вертикально-фрезерных (рис. 11.8, а,
б) станках. Эту работу
лучше производить на вертикальных станках вследствие большей жесткости
крепления фрезы;
■фрезерование вертикальных плоскостей осуществляется на горизонтально-фрезерных
и продольно-фрезерных станках (рис. 11.8,
в) торцовыми
фрезерными головками, а на вертикально-фрезерных станках — боковыми зубцами
концевой фрезы (рис. 11.8, г);
■ фрезерование наклонных плоскостей производится одноугловой (рис. 11.8, д),
двуугловой фрезой на горизонтально-фрезерных станках, либо торцовой фрезерной
головкой — на вертикально-фрезерных станках со шпинделем, установленным под
углом (рис. 11.8, е);
■ фрезерование пазов: угловых (рис. 11.8, ж), прямоугольных (рис. 11.8, з), Т-образных (рис. 11.8, и), типа «ласточкиного хвоста» (рис. 11.8, к) производится на вертикально-фрезерных станках соответственно концевыми, Т-образными и одноугловыми фрезами;
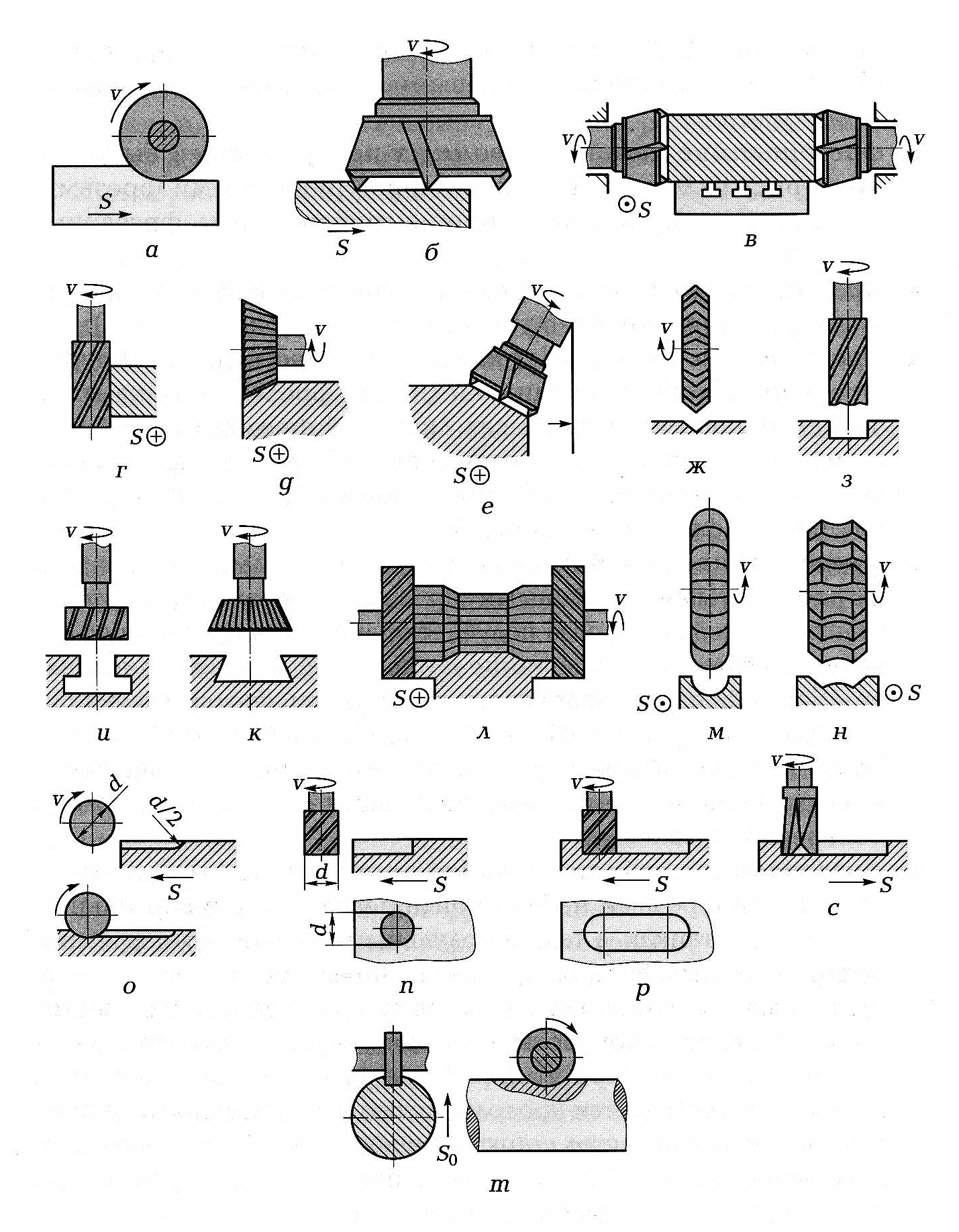
Рис. 11.8. Основные виды
работ на фрезерном станке:
а, б — фрезерование горизонтальных плоскостей; в, г — фрезерование
вертикальных плоскостей; д, е — фрезерование наклонных плоскостей; ж,
з, и, к — фрезерование пазов; л — фрезерование комбинированных поверхностей; м, н — фрезерование
фасонных поверхностей; о, п, р, с, т — фрезерование шпоночных канавок; v — вращение фрезы; S — движение подачи; d — диаметр фрезы
■фрезерование комбинированных поверхностей выполняется (рис. 11.8, л) комплектами
фрез (наборными фрезами) на продольно-фрезерных и иногда
горизонтально-фрезерных станках;
■фрезерование фасонных поверхностей производится фасонными фрезами
соответствующего профиля (рис. 11.8, м, н);
■фрезерование шпоночных канавок осуществляется разными фрезами. Шпоночные
канавки можно фрезеровать на горизонтально-фрезерных станках дисковой фрезой
(рис. 11.8, о) и дисковой шпоночной фрезой (рис. 11.8, т), на
вертикально-фрезерных станках — концевой фрезой (рис. 11.8, п, р) или шпоночной
фрезой (рис. 11.8, с);
■фрезерование резьб производится дисковыми резьбовыми и
гребенчатыми резьбовыми фрезами на резьбо-фрезерных станках. Резьбовая фреза
получает вращение и продольную подачу, а заготовка — вращение с окружной
подачей. Дисковая резьбовая фреза устанавливается под углом, соответствующим
углу подъема фрезеруемой резьбы. При работе гребенчатой резьбовой фрезой
предварительно фрезе сообщаются движения на ее врезание, а затем, выключив
поперечную подачу, включают поперечное движение;
■фрезерование зубчатых колес
производится модульными дисковыми фрезами на горизонтальных или универсальных
фрезерных станках, а также модульными пальцевыми фрезами на вертикальных
фрезерных станках. Фрезерование осуществляется по методу копирования, когда
каждая канавка нарезается индивидуально, а повороты заготовки осуществляются в
делительных головках. При этих работах фреза только вращается, а заготовке
сообщается продольная подача. После прохода фрезой каждой канавки стол станка
возвращается обратно, заготовка поворачивается на l/Z и начинается повторный цикл работы для
фрезерования следующей канавки и т. д.
Рекомендации по выбору метода
фрезерования и обеспечению чистоты поверхности
Торцовое фрезерование. По возможности нужно избегать фрезерования плоскостей с пересечением
пазов и отверстий, так как при этом режущие кромки будут работать в
неудовлетворительных условиях прерывистого резания. Следует выполнять операцию изготовления
отверстий после фрезерования. Если такой вариант невозможен, то при пересечении
фрезой отверстия нужно снижать величину подачи на 50 % от рекомендованной.
При обработке больших
плоскостей нужно стараться не прерывать контакт фрезы с заготовкой, обходя
поверхность по периметру, а не за несколько параллельных проходов. Обработку
углов необходимо осуществлять по радиусу, превышающему радиус фрезы, чтобы
исключить возможность возникновения вибраций, связанных с резким увеличением
угла охвата фрезы.
Фрезерование узких пазов
1. Фрезерование на полный паз с предварительным засверливанием.
Обработку длинного и
узкого паза невозможно выполнять методом круговой интерполяции, а нужно
производить за проход на полную ширину паза. Если позволяет мощность
оборудования, желательно выбирать диаметр фрезы максимально приближенным к
окончательному размеру паза.
После такой обработки
будет оставаться минимальный припуск под чистовую операцию. Для
предварительного засверливания паза рекомендуется выбирать сверло диаметром на
5... 10 мм больше диаметра фрезы. Максимальная глубина засверливания должна
быть не больше диаметра фрезы. Необходимо снижать подачу в начальный момент
резания для обеспечения надежной эвакуации стружки.
2. Сверление и плунжерное фрезерование.
Необходимо выбирать
сверло диаметром Dc на 1 мм больше диаметра фрезы. Максимальная радиальная глубина резания 12
мм (при Dc = 50 мм). Число одновременно участвующих
в резании зубьев должно равняться двум.
3. Врезание по двум осям.
Максимальный угол
врезания зависит от диаметра фрезы (для фрезы Dc = 50 мм угол врезания 5°). Для обеспечения максимальной производительности
обработки необходимо выбирать пластины толщиной 12 или 16 мм и фрезу с небольшим шагом зубьев.
Технология фрезерования
деталей, имеющих сопряженные плоскости, и многогранников. Сопряженные поверхности одной детали, т.
е. поверхности, расположенные в разных плоскостях, могут быть параллельными,
перпендикулярными или располагаться под любым углом. К таким плоскостям
относятся смежные грани прямоугольной и квадратной призмы, куба, шестигранника,
пирамиды и др.
Обработка заготовок,
имеющих сопряженные плоскости, осуществляется на вертикально- и
горизонтально-фрезерных станках торцовыми, концевыми и цилиндрическими фрезами,
а также наборами фрез. На столе станка заготовки закрепляются в универсальных
или в специальных приспособлениях.
Обработка
многогранников. При фрезеровании квадрата из
прутка заготовка в зависимости от ее длины может быть закреплена одним из следующих
способов:
■ в трехкулачковом патроне;
■ в трехкулачковом патроне и центре задней бабки;
■в центрах универсальной делительной головки и задней бабки. Фрезерование граней квадратов производится концевыми,
торцовыми, дисковыми
фрезами, а также набором дисковых фрез с закреплением заготовки в делительной
головке на горизонтально- и вертикально-фрезерных станках.
При обработке шестигранников можно достичь высокой
производительности применением набора дисковых фрез.
Обработка плоскостей,
сопряженных под острым и тупым углами, производится так же, как и наклонных
плоскостей. Взаимное расположение сопряженных плоскостей (параллельных и перпендикулярных), обработанных с переустановкой заготовок в тисках универсального
горизонтально-фрезерного станка, контролируется штангенциркулями, угольниками,
лекальными линейками и рейсмасами. Плоскости, расположенные под тупыми и
острыми углами, контролируются шаблонами и рейсмасами, независимо от того,
какими фрезами производится эта обработка: цилиндрическими или торцовыми.