Магазины для накопления и транспортировки инструментов
Продолжаем публикацию материалов из учебного пособия «Металлорежущие станки с ЧПУ» под редакцией В.Б. Мещерякова. На этот раз разберем магазины для накопления и транспортировки инструментов.
Инструментальный магазин предназначен для создания запаса режущих инструментов, необходимого для изготовления на данном станке заданной номенклатуры деталей.
При автоматической смене инструментов применяют инструментальные магазины различных типов и конструкций, устанавливаемые в большинстве случаев непосредственно на станке.
На токарных станках с ЧПУ в качестве таких магазинов используют револьверные головки, а на многоцелевых станках применяют дисковые, барабанные и цепные инструментальные магазины вместимостью 10—180 инструментов. При малом числе инструментов (до 12 шт.) на этих станках могут иногда применяться револьверные головки.
К инструментальным магазинам предъявляются следующие основные требования:
- вместимость магазина должна быть достаточной для изготовления на станке заданной номенклатуры деталей;
- магазин должен быть по возможности простым и компактным; большая вместимость магазина усложняет его конструкцию, делает его дороже, увеличивает его габаритные размеры и массу;
- магазин желательно располагать вне рабочей зоны станка, чтобы он сам и выступающие из него инструменты не мешали установке и снятию заготовки, перемещениям рабочих органов станка в процессе обработки заготовки; магазин и находящиеся в нем инструменты необходимо предохранять от попадания стружки и грязи;
- следует обеспечить удобный и безопасный доступ к магазину оператора и наладчика для загрузки и замены инструментов, что особенно важно при использовании крупногабаритных и тяжелых инструментов;
- поворот магазина в нужную позицию должен проводиться с максимально возможной скоростью и совмещаться с выполнением предыдущего перехода обработки;
- конструкция и работа магазина не должны оказывать отрицательного влияния на параметры станка (жесткость, виброустойчивость, точность и др.).
Накопление и транспортирование инструментов револьверными головками. Револьверные головки применяют с вертикальной, горизонтальной и наклонной осями вращения. Смена инструмента осуществляется поворотом головки на нужное число позиций и последующей фиксацией головки. Время смены инструмента в этом случае составляет 1—4 секунды.
Револьверная головка, в отличие от других инструментальных магазинов, является непосредственным рабочим органом станка, воспринимающим силы резания. Поэтому она должна характеризоваться высокой прочностью, жесткостью и точностью позиционирования при повороте. Режущие инструменты для обработки внутренних и наружных поверхностей не должны мешать друг другу. Замена инструментов в головке должна осуществляться удобно и легко, к инструменту должен быть свободный доступ.
На рис. 3.28 показаны конструкции револьверных головок, применяемых на токарных станках с ЧПУ.
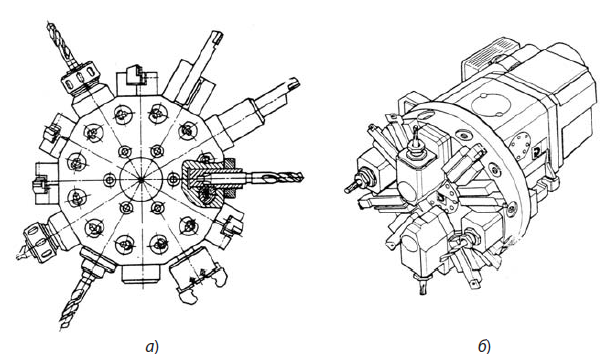
Рис. 3.28. Конструкции револьверных головок:
а — звездообразная; б — барабанная фирмы Duplomati (Италия)
Многие заготовки, обрабатываемые на токарных станках с ЧПУ, помимо точения, требуют других видов обработки: сверления соосных и несоосных продольных и поперечных отверстий; нарезания резьбы метчиками; фрезерования боковых поверхностей и канавок и др.
В этом случае шпиндель станка, кроме вращения, имеет управляемый поворот по координате С, а в конструкции револьверных головок предусматривают возможность установки помимо неподвижных также и вращающихся инструментов (сверл, метчиков, фрез и др.). Для привода вращения этих инструментов используют отдельный регулируемый электродвигатель, установленный непосредственно на револьверной головке. В качестве примера на рис. 3.29 показаны две конструктивные схемы таких головок.
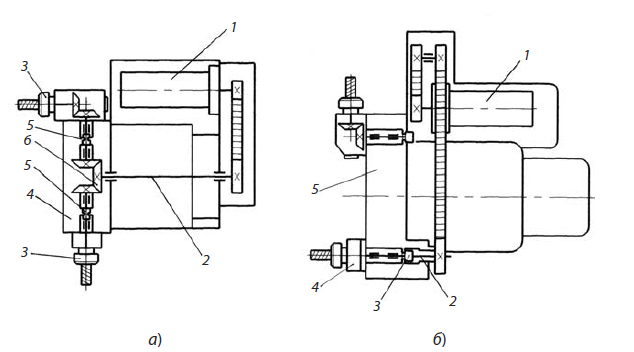
Рис. 3.29. Примеры конструктивных схем вращения инструментов в револьверных головках:
а — через конические зубчатые передачи и соединительные муфты; б — через ременную передачу
В первой конструкции (рис. 3.29, а) вращение от электродвигателя 1 передается на центральный вал 2 с центральной конической шестерней 6 и далее на все позиции револьверной головки 4 с вращающимися инструментами 3, подключаемыми к вращению муфтами 5.
Во второй конструкции (рис. 3.25, б) вращение от электродвигателя 1 передается через вал 2 и муфту 3 только на одну позицию револьверной головки 5, где установлен вращающийся инструмент 4.
В настоящее время разработан унифицированный ряд револьверных головок для токарных станков с ЧПУ, выпускаемых специализированными фирмами, например фирмами Sauter (Германия), Baruffaldi и Duplomatic (Италия) и др. Так, фирма Sauter выпускает шесть типоразмеров револьверных головок с посадочным диаметром для самой головки от 108 до 370 мм, массой головок от 36 до 460 кг.
На некоторых специализированных фрезерных станках с ЧПУ при использовании для обработки заготовок небольшого количества инструментов также применяют 5-и 6-позиционные револьверные головки, что сокращает время смены инструмента. Недостатками таких револьверных головок являются: их малая вместимость; необходимость в каждой позиции револьверной головки иметь шпиндель, что усложняет и удорожает ее конструкцию; снижение жесткости шпиндельной бабки и точности установки инструмента при повороте и фиксации головки.
Условия обработки улучшаются, а конструкция упрощается при применении конусной револьверной головки 1 с наклонной осью ее вращения (рис. 3.30, а). В этом случае имеется только один шпиндель 3, который в рабочей позиции соединяется поочередно с оправками 4, установленными в позициях головки. Движение подачи режущего инструмента осуществляется путем перемещения шпиндельной бабки 2 с револьверной головкой. Однако в этом случае величина перемещения l1 ограничена.
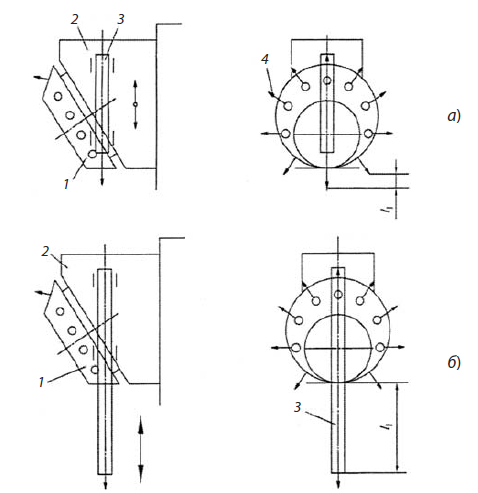
Рис. 3.30. Схемы револьверных головок, применяемых на фрезерных и многоцелевых станках:
а — конусная револьверная головка с подачей вместе со шпиндельной бабкой;
б — двенадцатипозиционная револьверная головка с подачей только пиноли со шпинделем
и оправкой с инструментом
Фирма Olivetti (Италия) также использует в качестве магазина револьверную головку 1 с наклонной осью ее вращения (рис. 3.30, б), но в этом случае уже нет ограничений на величину рабочего хода инструмента l1, так как происходит движение подачи не шпиндельной бабки 2, а только пиноли шпинделя 3. Опускаясь вниз, пиноль захватывает оправку с инструментом и подает его на требуемое расстояние при неподвижной головке 1.
Недостаток этой конструкции по сравнению с показанной на рис. 3.30, а — меньшая жесткость шпинделя при большом вылете пиноли (особенно при фрезеровании) с перемещением рабочих органов станка по координатам X и Y.
Двух-, трех- и четырехпозиционные револьверные головки применяют на шлифовальных станках с ЧПУ, когда в отдельных позициях устанавливают шлифовальные круги для наружного и внутреннего шлифования.
Накопление и транспортирование инструментов в магазинах. Варианты исполнения инструментальных магазинов, применяемых на различных станках с ЧПУ, показаны на рис. 3.31.
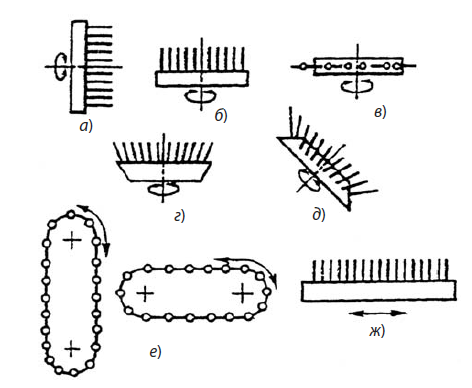
Рис. 3.31. Варианты исполнения инструментальных магазинов:
а и б — соответственно с горизонтальной и вертикальной осью вращения;
в — звездообразного типа с вертикальной осью вращения;
г и д — конусообразные соответственно с вертикальной и наклонной осью вращения;
е — цепные; ж — линейные
Барабанные инструментальные магазины (рис. 3.31, а, б), имея вместимость 12–40 инструментов, что достаточно для изготовления многих деталей, находят широкое применения на станках с ЧПУ. Они достаточно компактны, могут располагаться на колонне станка, что более предпочтительно, или непосредственно на шпиндельной бабке (в этом случае, хотя и сокращается время смены инструмента, значительно увеличивается масса перемещаемой шпиндельной бабки).
Первый вариант исполнения магазина (см. рис. 3.31, а) применяют чаще с установкой его сбоку на колонне (с любой стороны) на станках с ЧПУ как с вертикальной, так и с горизонтальной компоновкой шпинделя.
Второй вариант магазина (рис. 3.27, б) применяется в основном на станках с ЧПУ с горизонтальной компоновкой шпинделя и устанавливается на верхней части колонны станка. Установка такого магазина сбоку на колонне значительно увеличивает габаритные размеры станка, но она удобнее с точки зрения смены комплекта оправок с инструментом.
Дисковые магазины (рис. 3.31, в) применяют реже из-за больших радиальных размеров при большом числе инструментов.
Конусные барабанные магазины (рис. 3.31, г, д) также находят применение на станках с ЧПУ. При варианте компоновки магазина, показанном на рис. 3.31, г, удобна смена инструмента на основе использования двухпозиционной револьверной головки. Вариант компоновки магазина, показанный на рис. 3.31, д, удобен для смены инструмента на станках с ЧПУ с горизонтальной компоновкой шпинделя (в этом случае упрощается конструкция автооператора).
Цепные инструментальные магазины (рис. 3.31, е) применяют на станках с ЧПУ при большом числе накапливаемых инструментов (до 180 шт.). Линейные магазины (рис. 3.31, ж) используют реже.
Наличие на станке магазина большой вместимости, хотя и значительно расширяет его технологические возможности, может приводить к редкому использованию отдельных инструментов. С другой стороны, замена большого комплекта оправок с инструментом в таком станке приводит к длительным простоям станка.
На ряде многоцелевых станков в целях изготовления больших партий деталей небольшой номенклатуры для повышения производительности обработки применяют сменные многошпиндельные головки, которые также устанавливают в магазины для последующей автоматической смены (рис. 3.32).
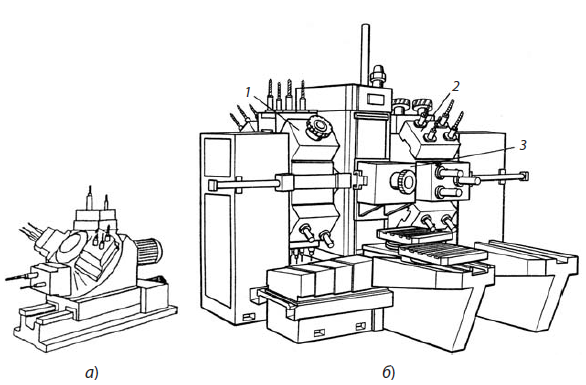
Рис. 3.32. Магазины для хранения и смены многошпиндельных головок:
а — поворотная головка; б — с двумя восьмипозиционными поворотными магазинами головок
При небольшом числе многошпиндельных головок в качестве магазинов применяют револьверные головки, в каждой позиции которых установлены соответствующие многошпиндельные головки (рис. 3.32, а). При большем числе многошпиндельных головок их устанавливают в поворотных магазинах 1 и 2, откуда они переставляются в рабочую позицию 3 (рис. 3.32, б).