Механизмы автоматической смены инструментов
Продолжаем публикацию материалов из учебного пособия «Металлорежущие станки с ЧПУ» под редакцией В.Б. Мещерякова. На этот раз разберем механизмы автоматической смены инструментов.
Автоматическая смена инструмента на станках с ЧПУ может обобщенно производиться следующими способами:
- изменением положения (поворотом) инструментального магазина (револьверной головки);
- путем передачи инструмента из магазина в шпиндель станка через промежуточный накопитель (поворотную головку с двумя и более позициями);
- путем непосредственной смены инструмента из магазина в шпиндель станка;
- путем передачи инструмента из магазина в шпиндель станка автооператором (рис. 3.33).
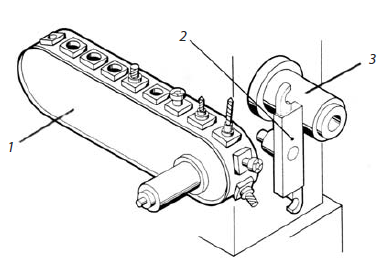
Рис. 3.33. Схема смены инструмента из магазина автооператором:
1 — инструментальный магазин; 2 — автооператор; 3 — шпиндель станка
Первый — наиболее простой способ автоматической смены инструментов, когда они устанавливаются в револьверных головках. Смена инструмента производится простым поворотом револьверной головки в обе стороны на нужное число позиций с затратой минимального времени.
Минимальное время смены инструмента (1–2 секунды) при более сложной конструкции достигается при втором способе, когда применяется двухпозиционная поворотная головка в комплекте с инструментальным магазином. В этом случае время смены инструмента, вызывающей простой станка, равно времени расфиксации, поворота на 180° и фиксации двухпозиционной головки. Выбор инструмента в магазине, установка его на свободную позицию головки происходят во время предыдущей обработки заготовки.
В некоторых станках с ЧПУ применяют третий способ смены инструмента, которая осуществляется за счет определенного цикла перемещения шпиндельной бабки относительно инструментального магазина.
Наиболее широко в многоцелевых станках применим четвертый способ смены инструмента с автооператором, который, хотя и сложнее, значительно сокращает время смены инструмента благодаря его предварительному выбору из магазина во время предыдущей обработки заготовки (см. рис. 3.33). При данном способе смены инструмента конструкцию и компоновку механизмов выполняют по-разному в зависимости от места расположения инструментального магазина на станке.
Для захвата автооператором оправок с инструментами применяют захватные устройства различных типов (например, клещевого типа и типа охватывающей скобы с фиксирующим устройством).
При автоматической смене инструментов важной задачей является поиск нужного инструмента в магазине. Это может обеспечиваться следующими способами:
- кодированием посадочных мест магазина; оправки с инструментом в этом случае устанавливаются в одни и те же места, но могут использоваться многократно в любой последовательности;
- кодированием самих оправок с инструментами; инструменты в этом случае могут устанавливаться в любой последовательности и в любое место на магазине.
Первоначально в большинстве многоцелевых станков кодирование оправок с инструментами проводилось установкой на хвостовике набора кодовых колец. При повороте магазина хвостовики перемещаются относительно ощупывающего устройства. Когда находится нужный инструмент, магазин останавливается и происходит смена инструмента. Недостатки данного способа: усложнение конструкции хвостовика и увеличение его длины и массы; относительная трудоемкость установки колец. В настоящее время применяется электронная система кодирования резцедержавок и оправок.