Фрезерование кулачков с профилем по архимедовой спирали
Продолжаем публикацию материалов из Справочника фрезеровщика под редакцией В.Ф. Безъязычного. На этот раз разберем фрезерование кулачков с профилем по архимедовой спирали на металлообрабатывающих станках.
Плоские (дисковые) кулачки, применяемые в токарных автоматах и других машинах, имеют участки профиля, очерченные по спирали Архимеда. На рис. 6.9, а показан кулачок, рабочий профиль которого представляет собой один полный виток спирали. Размер Р называется шагом спирали. В ряде случаев профиль кулачка состоит из нескольких спиралей с разным шагом, сопряженных между собой дугами окружностей и прямыми линиями. Так, например, кулачок на рис. 6.9, б имеет неполную спираль 1–2, охватываемую центральным углом ϕ1, и спираль 3–4, охватываемую углом ϕ2. Расстояния h1 и h2 называют подъемом спирали на участках, соответствующих центральным углам ϕ1 и ϕ2. Если известен подъем спирали h и соответствующий ему центральный угол ϕ, то шаг спирали Р можно определить по формуле:
Обычно центральный угол, охватывающий центральный участок, задается не в градусах, а в сотых долях полной окружности, т.е. при построении профиля кулачка из его центра проводят не 360 лучей (360°), а 100 лучей. Тогда последняя формула примет вид:
где Р – шаг спирали, отнесенный ко всей длине окружности, мм; n – число лучей (сотых долей окружности), занимаемых спиралью Архимеда; h – подъем спирали на участке, содержащем n лучей или сотых долей окружности.
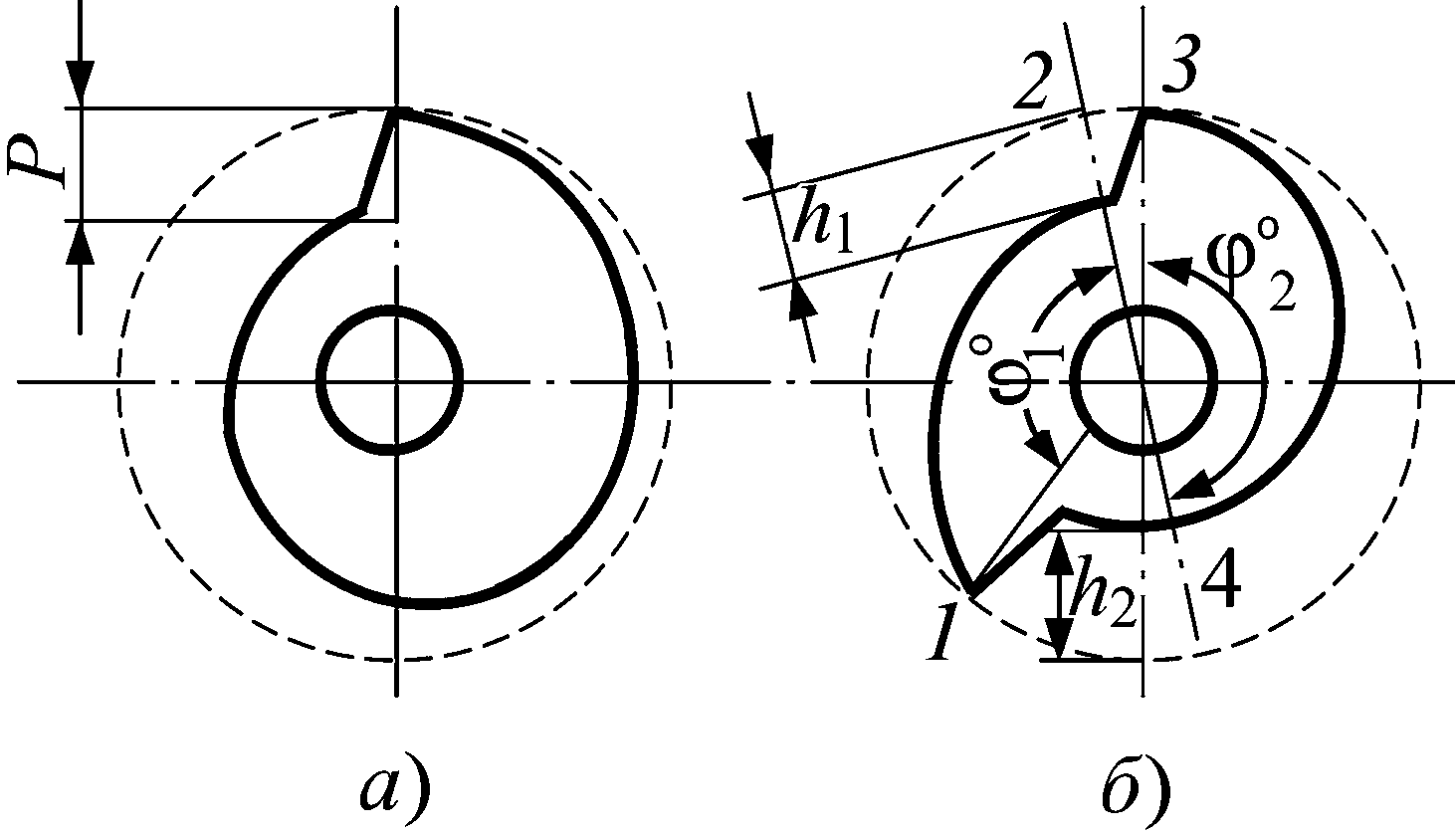
Рис. 6.9. Параметры рабочего профиля кулачка
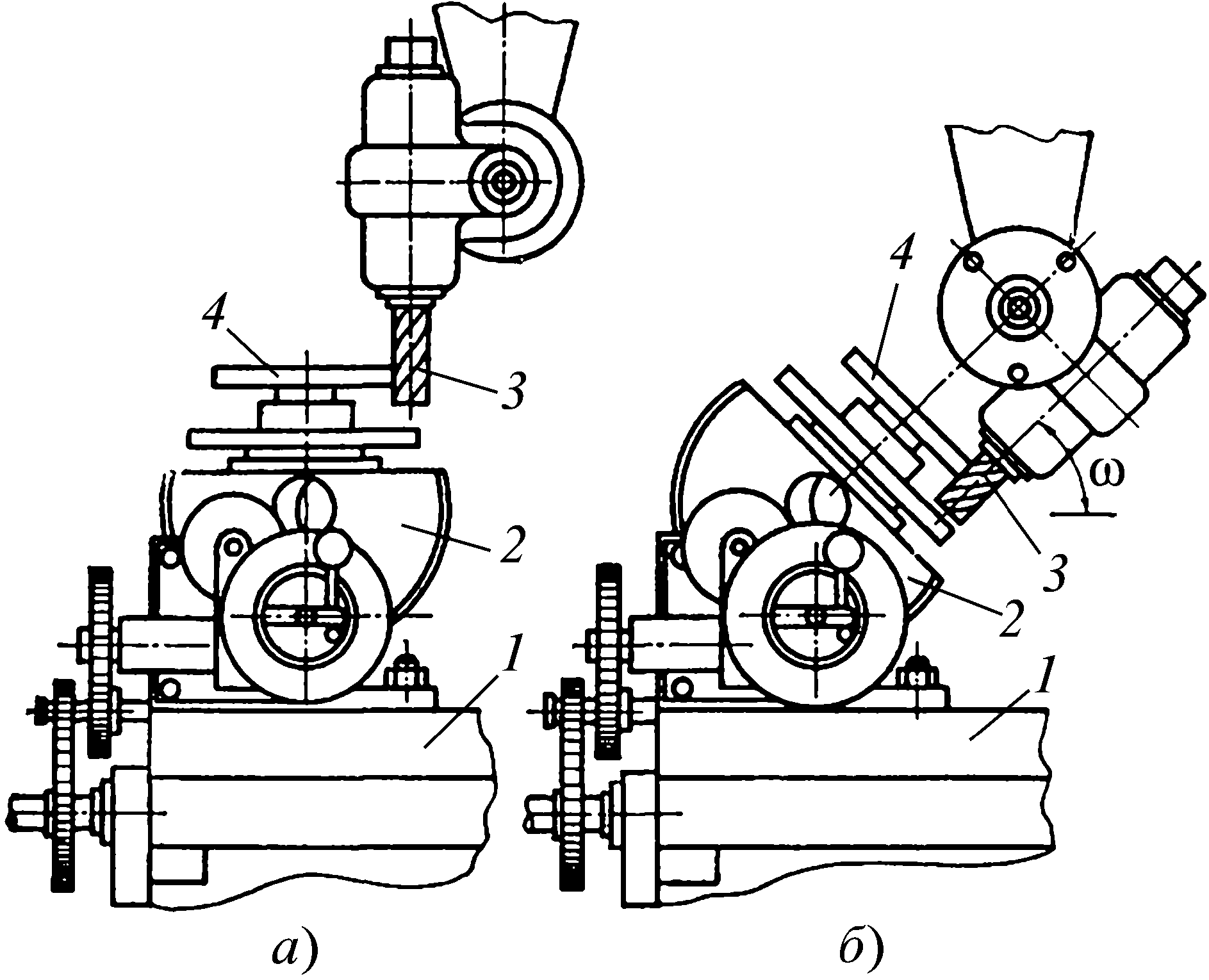
Рис. 6.10. Схемы фрезерования профиля кулачка при вертикальном (а) и наклонном (б) расположении оси шпинделя делительной головки:
1 – стол; 2 – делительная головка; 3 – фреза; 4 – заготовка
В большинстве случаев фрезерование спиралей производится на горизонтально-фрезерных станках концевыми фрезами, закрепляемыми в поворотном шпинделе накладной фрезерной головки. Обрабатываемый кулачок центрируют и закрепляют на консольной оправке, установленной в шпинделе делительной головки. При фрезеровании кулачков оси шпинделей фрезерной и делительной головок всегда расположены параллельно. Если шпиндель головки установлен вертикально (рис. 6.10, а), то передаточное отношение сменных зубчатых колес, соединяющих винт продольной подачи стола станка с валиком привода головки, определяют по той же формуле, что и при обработке винтовых канавок:
При малых значениях шага спирали Р ведущие сменные зубчатые колеса получаются настолько большими, что передача вращательного движения винта шпинделю делительной головки становится невозможной. Поэтому обработку кулачков с такими спиралями производят при наклонно установленных делительной головке и шпинделе. Передаточное отношение сменных зубчатых колес, соединяющих винт продольной подачи стола с валиком привода делительной головки, при наклонном положении шпинделя (рис. 6.10, б) находят по формуле:
где А – характеристика станка; Р – шаг спирали, отнесенный к полной окружности, мм; ω – угол наклона шпинделя делительной головки к направлению продольной подачи стола. Наладка станка для обработки плоских кулачков, выполненных по спирали Архимеда, производится следующим образом:
1) устанавливают сменные зубчатые колеса для фрезерования винтовой канавки с произвольным шагом;
2) шпиндель делительной головки и фрезу располагают под углом ω, величину которого находят по формуле:
где Рк – шаг спирали данного кулачка, отнесенный к полной окружности, мм; Р – шаг винтовой канавки, для фрезерования которой выбраны сменные зубчатые колеса, мм.
Установив сменные зубчатые колеса для фрезерования винтовой канавки с продольным шагом Р, можно обрабатывать кулачок с несколькими спиралями, не меняя установку зубчатых колес, а только изменяя угол наклона шпинделя делительной головки и фрезы при переходе от одного участка кулачка к другому. Если подлежащая обработке спираль ограничивает кулачок только на некотором участке и характеризуется подъемом h, то угол наклона шпинделя делительной головки определяют по следующим формулам:
– для спирального участка, ограниченного центральным углом:
– для спирального участка, выраженного в сотых долях полной окружности:
где h – подъем спирали на участке, соответствующем центральному углу, мм; n – число сотых долей окружности, содержащихся в данном участке; Р – шаг винтовой канавки, для обработки которой установлены сменные зубчатые колеса, мм.
Длина режущей части фрезы должна быть больше толщины кулачка.