Базирование заготовок на столе станка
Продолжаем публикацию материалов из Справочника фрезеровщика под редакцией В.Ф. Безъязычного. На этот раз разберем базирование заготовок.
Для того чтобы в процессе обработки обеспечить заданные чертежом размеры и форму обрабатываемой заготовки, необходимо придать ей определенное положение относительно выбранной системы координат, т.е. осуществить базирование (ГОСТ 21495–76*). Базой называют поверхность (или совокупность поверхностей), линии или точки заготовки, используемые для базирования.
Главную роль при базировании играют опорные точки. Под опорной точкой понимается идеальная точка контакта поверхности заготовки и приспособления, лишающая заготовку одной степени свободы. Твердое тело (обрабатываемая заготовка) в пространстве имеет шесть степеней свободы, т.е. его можно перемещать в трех взаимно перпендикулярных направлениях ох, оу, оz и вращать относительно этих осей (рис. 2.1, а).
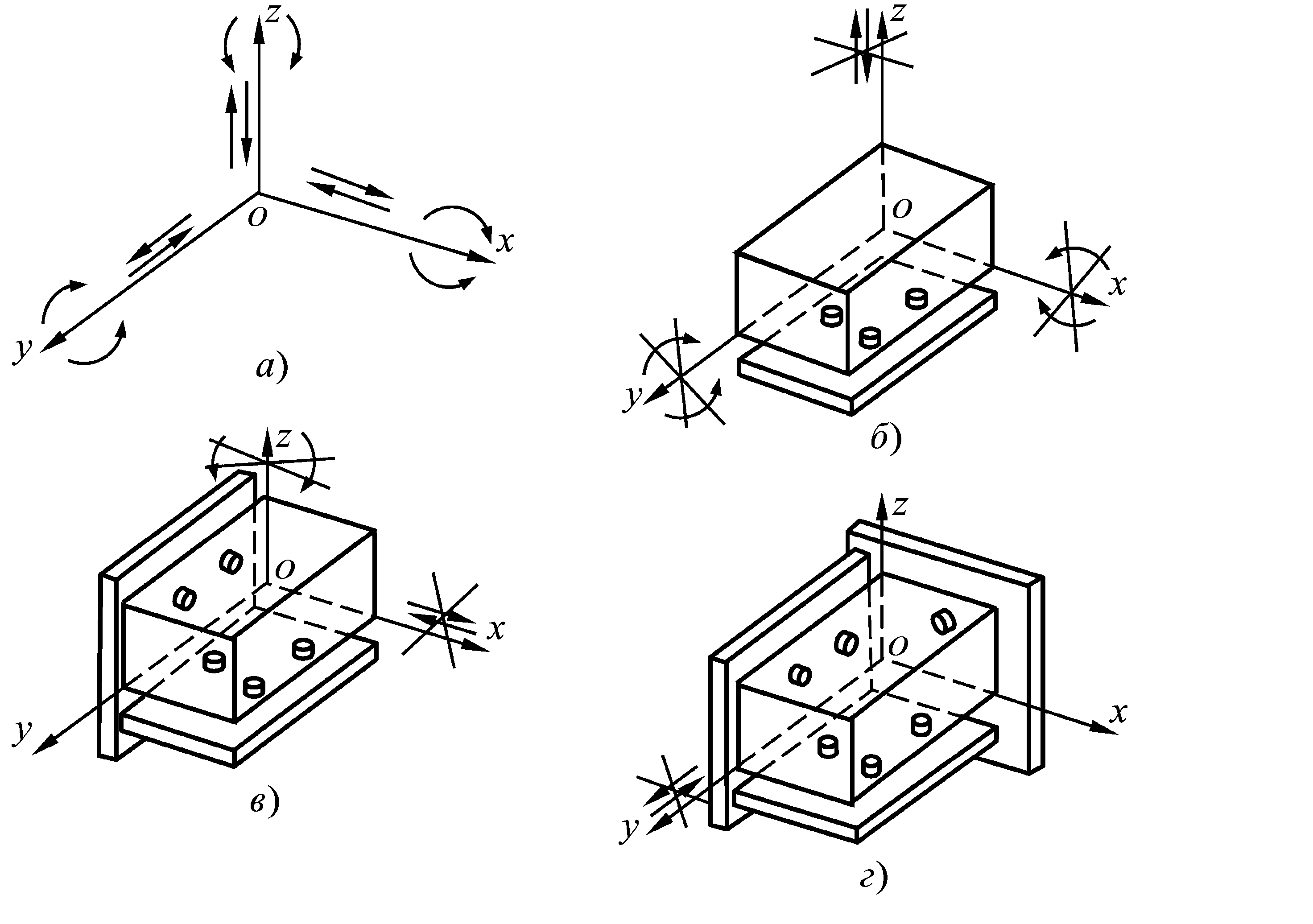
Рис. 2.1. Общая схема базирования заготовки
Следовательно, чтобы ориентировать определенным образом обрабатываемую заготовку в приспособлении для ее базирования, необходимо иметь шесть опорных точек. Это правило в технологии машиностроения называют правилом шести точек.
В зависимости от числа опорных точек, определяющих базирование, различают: установочную базу (рис. 2.1, б) направляющую базу (рис. 2.1, в) и упорную базу (рис. 2.1, г). Установочная база, задаваемая тремя опорными точками, лишает призматическую заготовку трех степеней свободы, а именно: перемещения вдоль оси оz и поворота относительно осей ох и оу.
Направляющая база определяется опорными точками и лишает заготовку двух степеней свободы: перемещения вдоль оси ох и вращения относительно оси oz. Упорная база создается одной опорной точкой, лишая заготовку одной степени свободы – перемещения вдоль оси оу.
Таким образом, в качестве установочной базы необходимо выбирать поверхность с наибольшими размерами, что позволит расположить три опорные точки на значительном расстоянии друг от друга и не на одной прямой. За направляющую базу следует принимать наиболее длинную поверхность, а самая малая поверхность может быть использована как упорная база.
В ряде случаев нет необходимости в ориентировании заготовки с использованиемвсех шести опорных точек. Например, при фрезеровании плоскости заготовки (рис. 2.2) необходимо выдержать один размер 20-0,1. Для обработки детали настроенным инструментом достаточно ориентировать заготовку только относительно установочной базы приспособления.
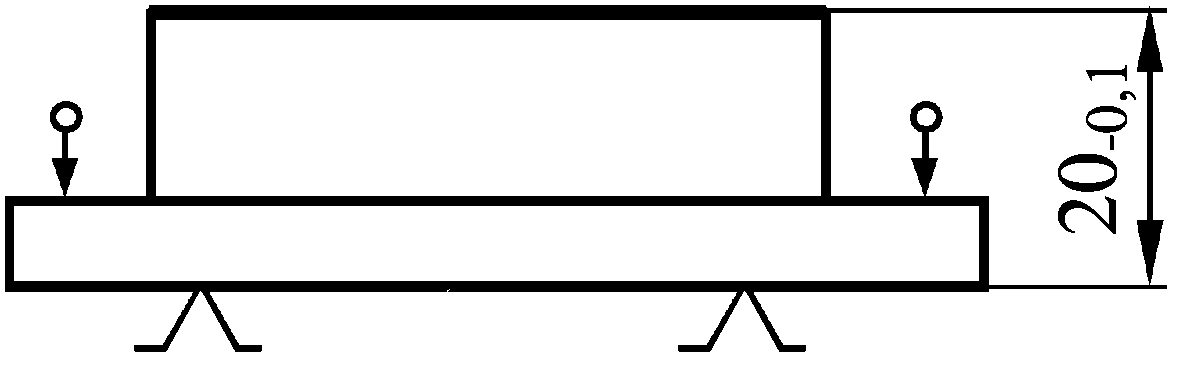
Рис. 2.2. Схема базирования заготовки при фрезеровании плоскости
На технологических чертежах обычно принято обозначать не опорные точки, а реальные опоры, материально реализующие эти точки. Обозначение базовых элементов осуществляется принятыми по ГОСТ 21495–76* условными обозначениями.
База, используемая для определения относительного положения заготовкиили изделия в процессе изготовления или ремонта, называется технологической. Существуют также конструкторские, измерительные базы.
Для получения наименьших погрешностей при обработке деталей следуетстремится к соблюдению так называемого принципа единства баз. Несоблюдение этого принципа приводит к появлению погрешностей при обработке. Как правило, вопросы базирования заготовок решаются инженерами-технологами при проектировании приспособлений.