Эксплуатация фрезерных станков
Продолжаем публикацию материалов из Справочника фрезеровщика под редакцией В.Ф. Безъязычного. На этот раз разберем эксплуатацию фрезерных станков.
На предприятиях эксплуатация станков ведется в соответствии с нормативными документами, содержащими правила и условия безопасной работы на станках, а также выполнение ряда мероприятий по их уходу, надзору и ремонту. Эти мероприятия определяются системой планово-предупредительного ремонта, которая включает:
- ежемесячные и периодические осмотры станков;
- постоянное поддержание чистоты оборудования и помещений, в которых оно установлено; ежесменную и периодическую смазку поверхностей трения;
- периодическую промывку станков и машин с целью удаления металлоабразивных продуктов, образующихся в процессе работы, и очистку от пыли электротехнического и электронного оборудования станков и машин;
- профилактическую регулировку механизмов, устройств и подвижных сопряжений деталей, обтяжку крепежа станков и машин;
- профилактическую замену деталей, имеющих срок службы меньше продолжительности межосмотрового периода;
- периодические проверки геометрической и технологической точности станков и машин;
- профилактические испытания электрооборудования, электросетей и электронных устройств;
- замену утративших работоспособность быстроизнашивающихся деталей и их сопряжений или восстановление их работоспособности;
- восстановление регулировки механизмов, устройств и подвижных сопряжений деталей.
К регламентированному (плановому) техническому обслуживанию относятся ежемесячные и периодические осмотры, проверки и испытания, поддержание чистоты оборудования и помещений, ежесменная и периодическая смазка, периодическая промывка и очистка от пыли, профилактическая регулировка, плановая (через определенное число часов работы) замена быстроизнашивающихся деталей.
К техническому обслуживанию по потребности (неплановому) относятся: замена отказавших деталей, восстановление случайных нарушений регулировки механизмов, устройств и подвижных сопряжений деталей, восстановление случайных нарушений неподвижных разъемных соединений деталей станков и машин.
В обязанности рабочего-станочника входят в основном работы, связанные с регламентированным (плановым) техническим обслуживанием оборудования. Среди них – поддержание чистоты оборудования и рабочего места, ежесменная и периодическая смазка и очистка станка, проверка правильности функционирования основных узлов станка по регламентированной схеме и установленным правилам, определенная правилами работы на станке профилактическая регулировка некоторых узлов и т.д.
Некоторые правила эксплуатации станков.
- Допустимое колебание напряжения сети трехфазного тока для нормальной эксплуатации составляет 10…15 % от 380 В.
- Перед включением напряжения питающей сети электротока все переключатели, имеющие фиксированное положение – начало, должны быть установлены в это положение.
- Следует проверить вручную работу всех механизмов станка. При начале работы на новом станке это нужно сделать, предварительно установив назначение и порядок включения рукояток, кнопок и тумблеров.
- Проверить поступление смазки и наличие ее в указателях масла.
- Если при переключениях скоростей шпинделя рукоятка не доходит до фиксированного положения, то это означает, что шестерни не вошли в зацепление. В этом случае необходимо нажать кнопку «Толчок шпинделя», при этом произойдет импульс включения, что позволит произвести затем нормальное зацепление шестерен.
- Переключение скоростей главного движения (вращения шпинделя) на ходу не допускается.
- Переключение коробок скоростей производится только после установки рукояток в фиксированные положения.
- Не рекомендуются частые переключения скоростей в целях недопущения перегрузок двигателя главного движения от пусковых электротоков.
- При наличии на станке механизма зажима инструмента пуск шпинделя станка не произойдет, если инструмент отжат.
- Вращающиеся устройства всех фрезерных станков, служащие для закрепления заготовок и инструментов, должны иметь гладкие наружные поверхности.
- Зона обработки в универсальных фрезерных станках как консольных, так и с крестовым столом должна быть ограждена защитным устройством (экраном).
- В горизонтально-фрезерных станках задний конец шпинделя вместе с выступающим концом винта для закрепления инструмента, а также выступающий из поддержки конец фрезерной оправки должны ограждаться быстросъемными кожухами.
Обслуживание станка. Проверить легкость перемещения стола станка во всех направлениях ручными подачами, при необходимости ослабить стопорные устройства и установить стол в положение, удобное для установки фрезы.
При возникновении вибраций остановить станок и принять меры к их устранению, проверить состояние и крепление фрезы, надежность закрепления заготовки и приспособления, выбранные режимы резания.
Установка и смена фрезы. Перед установкой фрезы на станок проверить:
- качество заточки – режущие кромки не должны иметь выкрашиваний, трещин и прижогов;
- надежность и прочность крепления режущих зубьев в корпусе фрезы, а также степень их износа при условии, что фреза находилась в эксплуатации; если режущие кромки фрезы затупились или выкрошились, то фрезу необходимо заменить;
- посадочные поверхности фрезы, оправки, переходных втулок, цанги и шпинделя, а также торцы установочных колец, чтобы на них не остались загрязнения и волокна от обтирочного материала.
При установке и съеме фрез остерегаться ранений рук о режущие кромки. Для этого необходимо использовать рукавицы или предварительно надевать на фрезу кожухи, закрывающие ее режущие зубья.
При фиксировании хвостовика оправки или фрезы в шпинделе станка следует убедиться в том, что он садится плотно, без люфта. Фиксацию осуществляют, включив коробку скоростей во избежание проворачивания шпинделя.
После закрепления фрезы проверить биение ее режущих кромок. Настроить коробки скоростей и подач на заданные режимы, а также установить и закрепить упоры автоматического выключения подач.
Для снятия фрезы или оправки со стола применять специальную выколотку, предварительно разместив на столе станка деревянный лоток, предотвращающий порчу как инструмента, так и стола станка.
Установка заготовок и зажимных приспособлений. Перед установкой заготовок на стол станка или в приспособление очистить их от загрязнений; особое внимание обратить на состояние базовых поверхностей; при наличии на базовых поверхностях заусенцев, грата и других неровностей необходимо удалить их слесарным инструментом.
Места крепления заготовки следует выбирать как можно ближе к обрабатываемой поверхности. Особое внимание должно быть уделено состоянию поверхности стола.
Перед установкой заготовки на стол станка необходимо тщательно очистить его от загрязнений и стружки. В случае крепления заготовки на необработанные поверхности следует применять прихваты с насечкой.
Если обработку производят в приспособлении, то необходимо выполнить следующие работы:
- перед установкой приспособления протереть стол и посадочные места приспособления;
- при подналадке положения приспособления на столе станка применять только молотки со вставками из мягкого материала (меди, латуни);
- в случае крепления заготовки за необработанные поверхности необходимо оснастить тиски прижимными губками с насечкой;
- закрепляя заготовки в тисках за обработанные поверхности, их необходимо оснастить нагубниками из мягкого металла;
- при закреплении цилиндрических заготовок в патроне делительной головки следует применять разрезные втулки из мягкого металла и прокладывать фольгу.
Удалять стружку со стола после снятия каждой обработанной детали с помощью капроновых, волосяных или щетинных щеток (для этой цели может быть использован пылесос).
Производить установку и съем тяжелых заготовок и приспособлений (с массой более 20 кг) только с помощью подъемных устройств; освобождать заготовку от подвески разрешается только после ее установки и надежного закрепления на станке.
Приемы работы на фрезерном станке:
- заготовку подавать к фрезе только после включения вращения шпинделя, при этом механическую подачу включать до соприкосновения фрезы с заготовкой;
- перед остановкой станка необходимо сначала выключить подачу, затем отвести фрезу от обрабатываемой детали и выключить вращение шпинделя;
- отводить фрезу на безопасное расстояние, чтобы не повредить руки о ее режущие кромки при съеме обработанной детали или ее измерении на станке;
- регулировать правильность подвода СОЖ в зону резания;
- избегать размещения на столе станка режущих, вспомогательных и измери- тельных инструментов, а также других заготовок и ранее обработанных деталей.
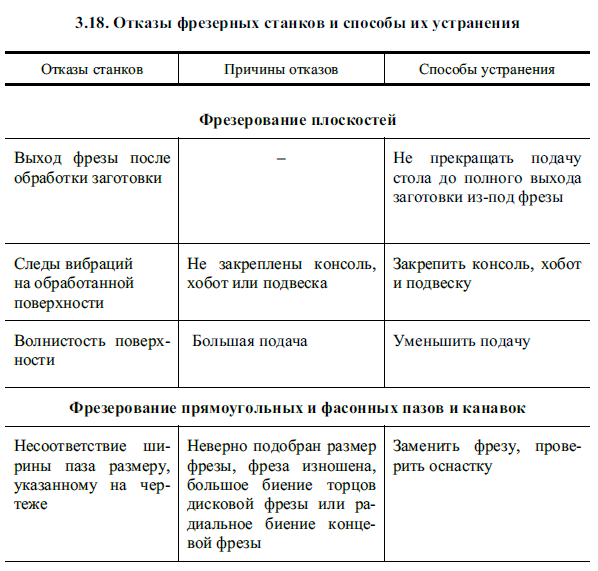
Отказы при фрезеровании и способы их устранения.
При наладке операции фрезерования особое внимание следует обращать на жесткое и надежное крепление заготовки и инструмента. Биение режущих кромок фрез не должно быть больше, чем предусмотрено чертежом. В отдельных случаях целесообразно применить виброгасящие устройства.
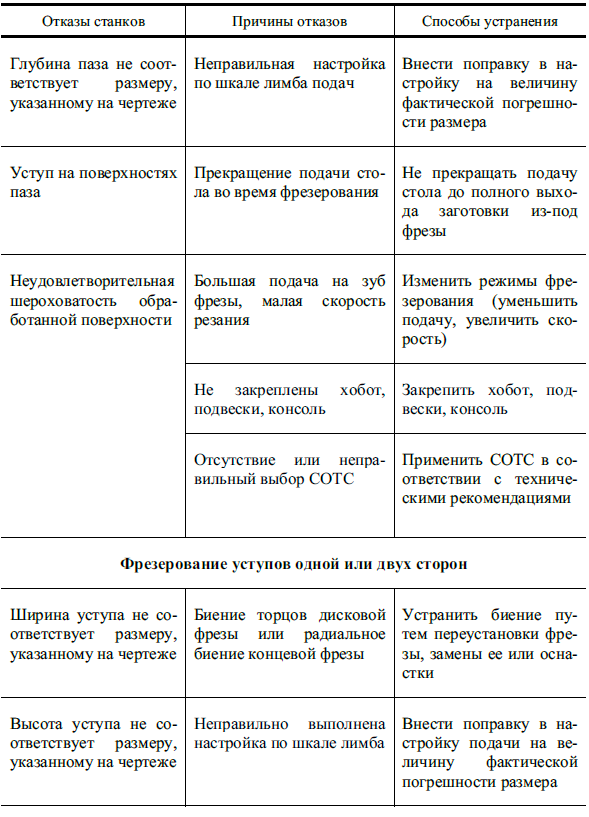
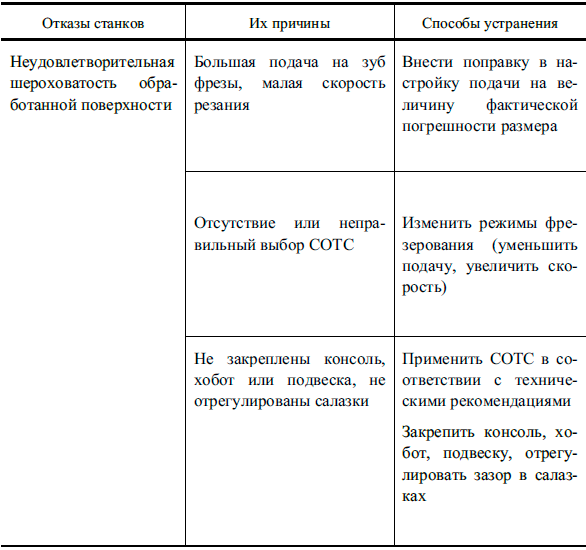
Обычная точность при фрезеровании находится в пределах 9...11-го квалитета, а шероховатость обработанной поверхности Rа 1,6...6,3 мкм. В табл. 3.18 приведены причины отказов при фрезеровании плоскостей, прямоугольных и фасонных пазов и канавок, уступов с одной или двух сторон.