Элементы приспособлений
Продолжаем публикацию материалов из Справочника фрезеровщика под редакцией В.Ф. Безъязычного. На этот раз разберем элементы приспособлений для фрезерных обрабатывающих станков.
Приспособление – технологическая оснастка к станку, предназначенная для базирования и крепления на ней заготовок. Применение приспособлений способствует:
- повышению производительности труда за счет снижения основного и вспомогательного времени;
- уменьшению погрешности обработки;
- расширению технологических возможностей оборудования;
- улучшению условий труда и повышению безопасности работы.
Приспособления классифицируют по различным признакам. Так, например, в зависимости от степени специализации приспособления подразделяют на универсальные, универсально-наладочные и специальные. Особую группу составляют сборно-разборные приспособления.
Основные элементы приспособлений рассмотрим на примере фрезерного четырехместного приспособления, используемого при обработке лысок на заготовках типа валиков (рис. 4.1, а).
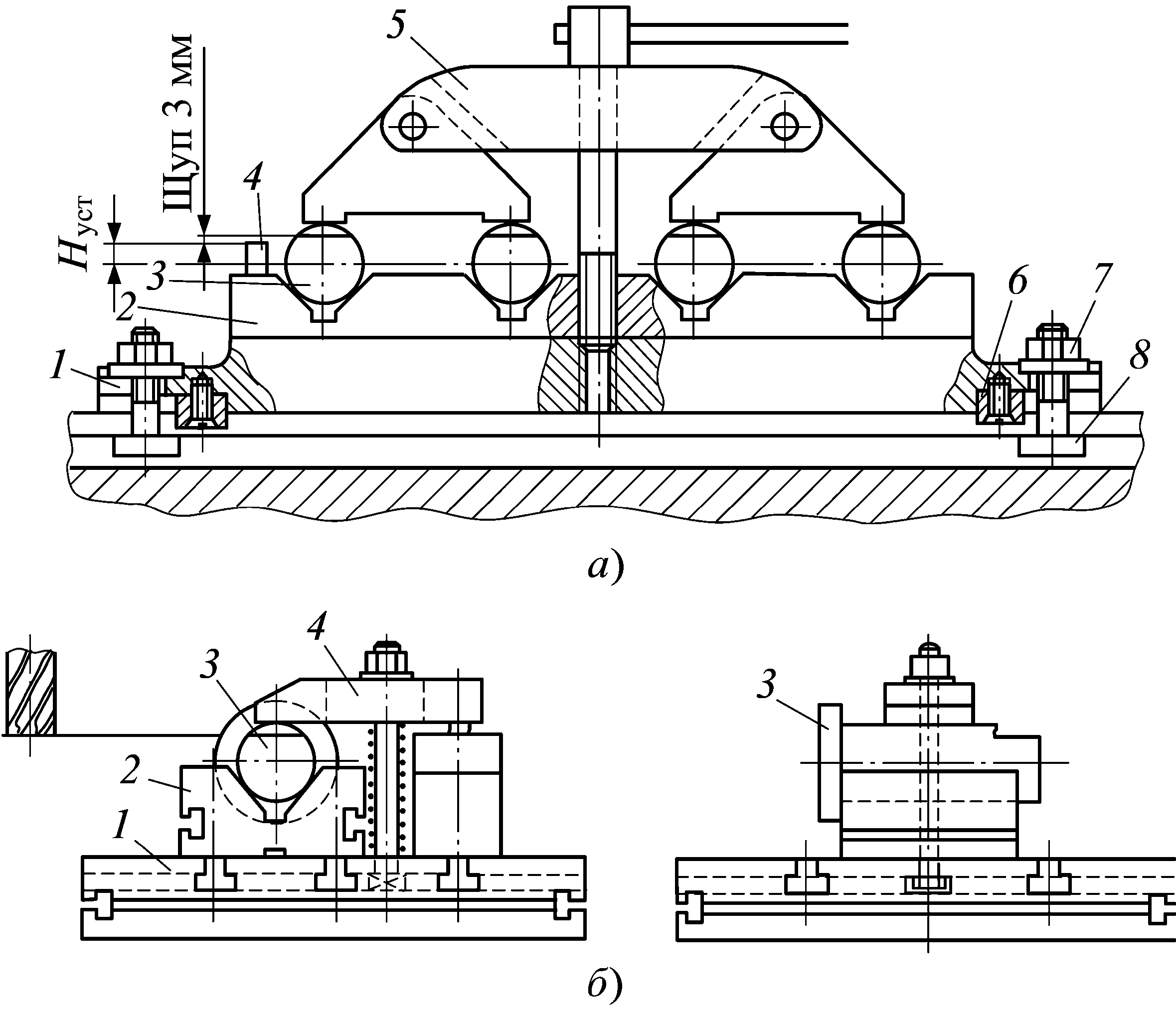
Рис. 4.1. Типовые элементы фрезерного приспособления:
а – специального; б – универсально-сборного (УСП)
Корпус 1 фрезерного приспособления имеет специальные пазы – проушины, которые позволяют гайкой 7 с болтом 8 крепить приспособление к столу фрезерного станка. У большинства фрезерных приспособлений в пазах основания корпуса крепят две направляющие шпонки 6. Эти шпонки определяют положение приспособления (при его установке на стол станка) по оси центрального (продольного) Т-образного паза стола станка и должны входить в паз с минимальным зазором.
Установочные (базовые) элементы 2 приспособления служат для базирования заготовки в приспособлении. Относительно установочных элементов приспособления задается положение поверхности установа 4. Установ является элементом фрезерного приспособления, который позволяет (при использовании щупа) быстро настроить фрезу на необходимый размер. Обязательным элементом приспособлений являются зажимные устройства 5, которые надежно фиксируют положение заготовок 3 после их базирования в приспособлении.
Конструктивное исполнение приспособлений определяется размером заготовок, их массой, формой и т.п.
В массовом и крупносерийном производствах экономически оправдано применение сложных приспособлений со встроенным силовым приводом (пневматическим, электрическим, гидравлическим и др.) для зажимного устройства. Широко применяются многоместные автоматические и обеспечивающие непрерывную обработку приспособления.
В единичном и мелкосерийном производстве используют приспособления, относящиеся к группе сборно-разборных. Такие приспособления собирают из стандартизованных или нормализованных деталей и узлов. После окончания обработки партии заготовок такие приспособления разбирают, составляющие детали и узлы отправляют на участок для хранения или используют при сборке других приспособлений.
На рис. 4.1, б показано приспособление, собранное из нормализованных деталей. На плите 1 закреплена призма 2, на которую устанавливают обрабатываемую заготовку 3. Винто-рычажное зажимное устройство 4 предназначено для закрепления заготовки.
В системах сборно-разборных приспособлений часто применяют механизированные приводы зажима заготовки.