Отрезание и разрезание заготовок, прорезание пазов и шлицев
Продолжаем публикацию материалов из Справочника фрезеровщика под редакцией В.Ф. Безъязычного. На этот раз разберем отрезание и разрезание заготовок, прорезание пазов и шлицев на обрабатывающих фрезерных станках.
Отрезание (отрезка) – процесс полного отделения части материала от целого (прутка, бруска, уголка и т.п.) режущим инструментом.
Разрезание (разрезка) – процесс полного разделения целого (прутка, бруска, уголка и т.п.) на равные или неравные части режущим инструментом.
Прорезание (прорезка) – процесс образования одного или нескольких мерных узких пазов (прорезей, шлицев) в заготовке режущим инструментом.
Отрезание заготовок на фрезерных станках осуществляется отрезными фрезами, а прорезание пазов и шлицев – прорезными (шлицевыми) фрезами. Отрезные и прорезные фрезы имеют режущие кромки, расположенные по периферии. Отрезные фрезы предназначены для разрезания целого на части (например, разрезания заготовки на несколько равных или неравных частей) и отрезания от целой части (например, отрезания от бруска одной заготовки). Отрезные фрезы с мелким и средним зубом используются для обработки стали и чугуна, фрезы с крупным зубом – для обработки алюминиевых, магниевых и других легких сплавов.
Прорезные фрезы с мелким и средним зубом предназначены для прорезания в головках винтов или корончатых гайках неглубоких пазов, а с крупным зубом – для прорезания глубоких шлицев и пазов. При этом следует учитывать, что чем меньше диаметр отрезной фрезы, тем выше ее жесткость и виброустойчивость. Поэтому при отрезке фрезами малых диаметров можно получить более высокое качество обработанной поверхности, чем при работе отрезными фреза- ми большого диаметра. Стойкость фрез большого диаметра иногда меньше стойкости фрез меньшего диаметра и стоимость их выше.
При установке заготовки особое внимание необходимо уделять жесткости крепления заготовки и фрезы. Заготовку закрепляют в машинных тисках с упором на полку (рис. 5.19). Стол с закрепленной заготовкой подводят как можно ближе к станине. Отрезная фреза не должна задевать за тиски. Для большей жесткости закрепления фрезу располагают на оправке ближе к шпинделю станка, а серьгу – ближе к фрезе. Для того чтобы фреза не вырывала заготовку из тисков, применяют попутное фрезерование (по подаче). При этом способе продольной подачи в соединении винт–гайка не должно быть люфта.
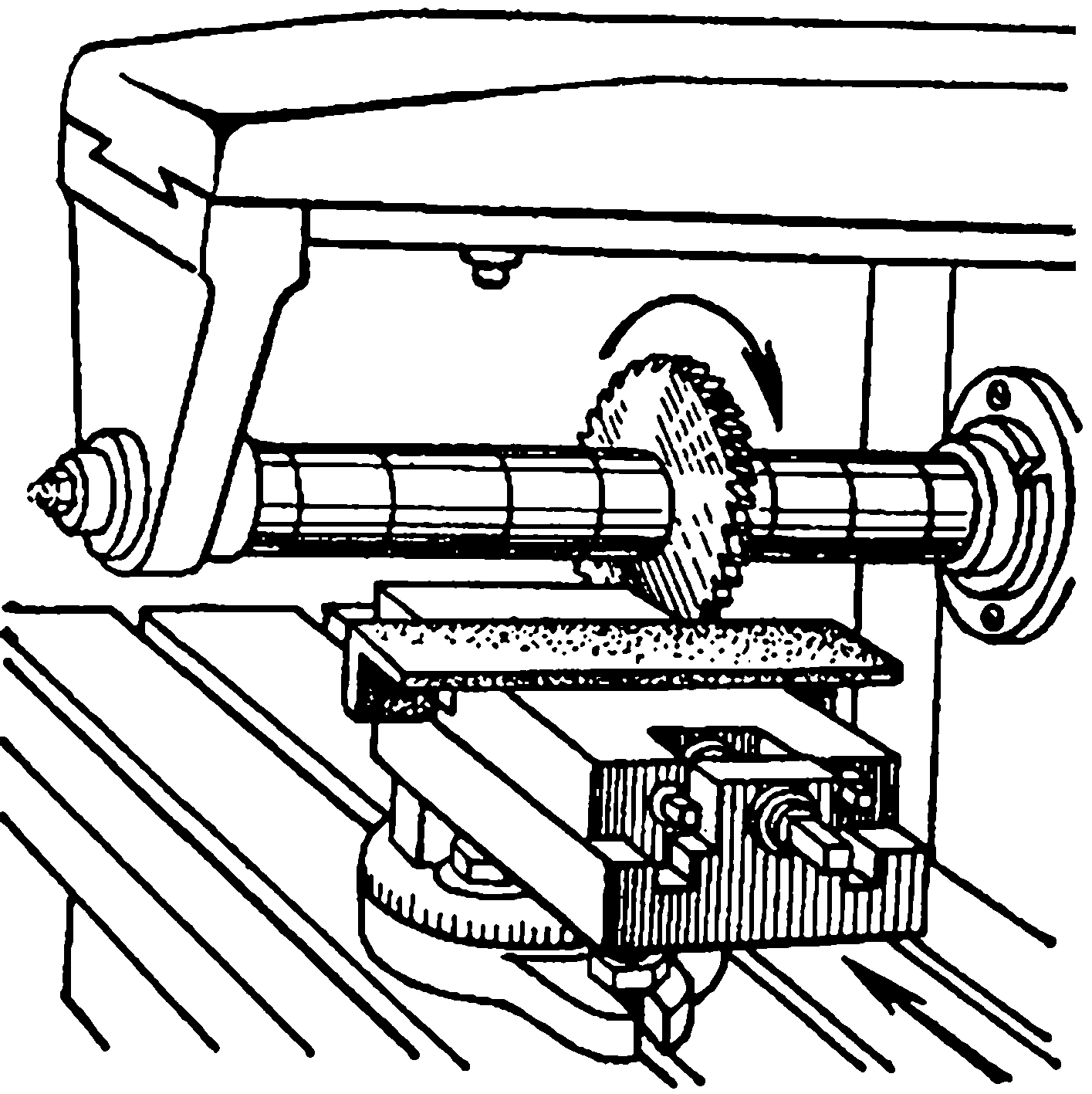
Рис. 5.19. Схема закрепления заготовки при отрезке
Отрезку тонкого листового материала и его разрезку на полосы предпочтительно производить при попутном фрезеровании, так как сила резания в этом случае будет прижимать заготовку к столу. Как отмечалось ранее, фрезерование по подаче можно производить лишь при отсутствии люфта в механизме продольной подачи стола. Если заготовка крепится непосредственно на столе станка (без подкладок), то фрезу на оправке следует располагать против Т-образного паза в столе станка.
Фрезерование шлицев в головках винтов или корончатых гаек, как правило, осуществляют в приспособлении, имеющем устройство подвода заготовки к фрезе.