Причины отказов станков с ЧПУ
Причины
потери станком работоспособности
В процессе эксплуатации на станок действуют все виды энергии, что может привести к изменению параметров отдельных элементов, механизмов и станка в целом. Имеются следующие источники воздействий на станок действие энергии окружающей среды, включая человека, исполняющего функции oпeратора или ремонтника (энергия при ремонтных работах), внутренние источники энергии, связанные как с рабочими процессами, протекающими в станке (процесс резания), так и с функционированием отдельных механизмов, потенциальная энергия, которая накоплена в материалах и деталях станка в процессе их изготовления (внутренние напряжения в отливке, монтажные напряжения).
Различные виды энергии, действующие на станок,
вызывают в его узлах и деталях процессы, изменяющие (снижающие) его начальные
характеристики. Эти процессы связаны, как правило, со сложными
физико-химическими явлениями и приводят к деформации, износу, поломке, коррозии
и другим видам повреждений. Повреждение — это отклонение контролируемых
свойств материала или элемента изделия (включая геометрические размеры) от
начальных, полученных при изготовлении объекта. Возникновение повреждений
влечет за собой изменение выходных параметров изделий, что может привести к
отказу.
На рис. 9.3 показана схема формирования показателей надежности сложной
системы — станка, станочного модуля, станочной системы. Энергия, проявляясь в
механической, тепловой, химической, электромагнитной и других видах, определяет
условия работы станка и его элементов и возникающие нагрузки, напряжения,
температуры, скорости и ускорения, химические воздействия, давления, электромагнитные
силы и др. Данные воздействия являются причиной возникновения в станке
изнашивания, коррозии, деформации, ползучести и др. , которые приводят к
повреждениям отдельных элементов U1, U2, , Uk.Эти повреждения вызывают изменения выходных параметров отдельных элементов,
узлов и под систем, что, в свою очередь, приводит к изменению во времени и
выходных параметров всей системы X1(t), X2(t), , Xn(t). Опасность выхода этих параметров за
установленные пределы и формирует показатели надежности всей системы (станка).
Процессы, возникающие в станке, различаются по скорости их протекания (см
п 6.1) и по характеру влияния на выходные параметры. Обратимые процессы
временно изменяют параметры деталей, узлов и всей системы в некоторых пределах
без тенденций прогрессивного ухудшения. Наиболее характерные примеры таких
процессов — упругие и тепловые деформации узлов и деталей.
Необратимые процессы приводят к ухудшению технических характеристик объекта с течением времени. Эти процессы называют процессами старения, и они являются основной причиной постепенной потери станком, как и любой машиной, работоспособности, т.е определяют его надежность
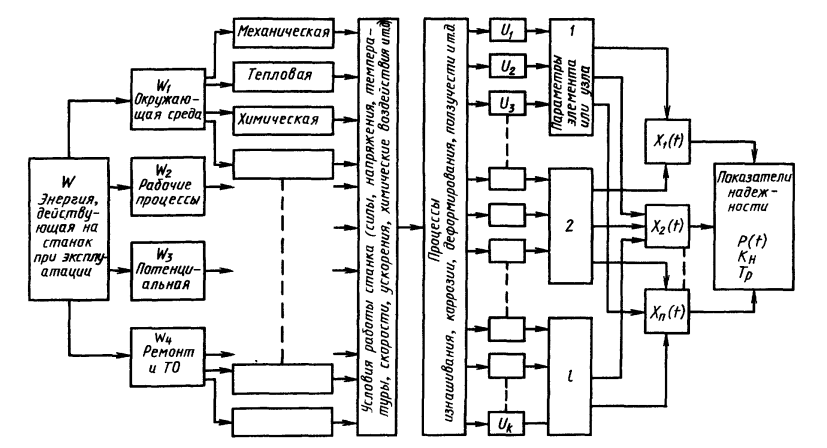
Рис. 9.3. Формирование показателей надежности сложной системы (станка)
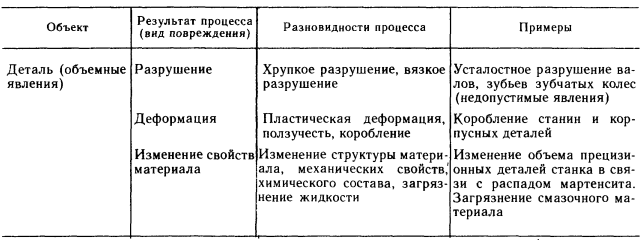
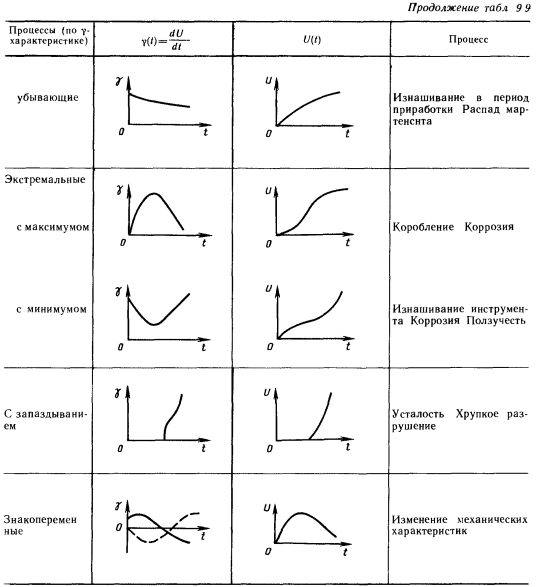
В табл. 9.7 приведена классификация процессов старения по их внешнему
проявлению (результату процесса), указаны основные разновидности процессов и
даны их примеры. Деталь может подвергаться разрушению, деформироваться, а
также могут изменяться свойства материала детали. Разрушение является наиболее
опасным проявлением процессов старения и в станках не допускается.
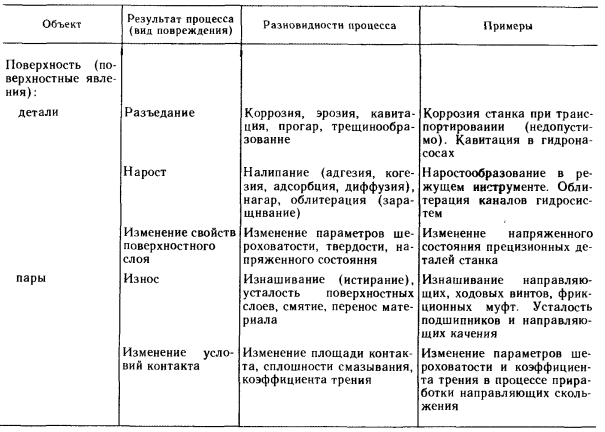
Наиболее часто процессы старения протекают в
поверхностных слоях. При этом поверхность детали может подвергаться температурным,
химическим, механическим или иным воздействиям внешней среды. В результате
могут происходить явления, связанные с потерей (отделением) материала с
поверхности в результате коррозии, эрозии, кавитации и других процессов,
которые объединены одним термином разъедание. На поверхности могут протекать
и такие процессы, как адгезия, адсорбция и др. Эти процессы называют наростом.
В результате внешних воздействий возможно также изменение свойств
поверхностного слоя.
Специфические процессы протекают при контакте двух сопряженных
поверхностей, что наиболее характерно для механизмов и элементов станков. В
этом случае в подвижных соединениях возникают такие процессы изнашивания, как
истирание поверхности, усталость поверхностных слоев и ее пластическое деформирование
(смятие).
Для подвижных и неподвижных соединений может произойти изменение условий контакта, что приводит, как правило, к изменению жесткости, коэффициента трения и других параметров сопряжения.
9.7. Классификация процессов старения (необратимых процессов)
Для того чтобы оценить запас надежности детали, необходимо численно
определить степень ее повреждения. Существуют два основных метода оценки
степени повреждения.
При первом методе выбирают численные критерии для непосредственного
измерения величины повреждения изделия, например, деформации, линейного или
весового износа, глубины и размеров каверн при локальном разрушении поверхности
и т. п. Однако во многих случаях, особенно при локальных видах повреждения,
бывает трудно непосредственно оценить степень повреждения.
В этом случае применяют второй метод, когда о повреждении судят по
изменению выходных параметров или характеристик изделия. Например, при местных
повреждениях тела детали или при возникновении пластических зон о степени
повреждения судят по потере несущей способности (прочности); о локальных
повреждениях золотника гидросистемы судят по падению давления и т. п. Показатели,
которые применяют для определения степени повреждения материала изделия, приведены
в табл. 9.8.
Законы старения, характеризующие изменение степени повреждения материала в функции
времени, являются основой для решения задач надежности. Они позволяют прогнозировать
ход процесса старения, оценивать возможные его реализации и выявлять наиболее
существенные факторы, влияющие на интенсивность процесса. Типичным примером
таких зависимостей являются законы изнашивания материалов, которые на основе
раскрытия физической картины взаимодействия поверхностей дают методы расчета
интенсивности процесса изнашивания или износа в функции времени и позволяют
оценить факторы, влияющие на ход процесса [3, 11].
Для расчета надежности необходимо знать скорость протекания процесса
повреждения ϒ(t) или степень данного повреждения U(t) в функции времени. Такие зависимости могут
быть получены на основе рассмотрения физики процесса или экспериментальным
путем. Знание аналитического выражения для закона старения и рассмотрение его
как функции случайных аргументов — основа при расчете надежности.
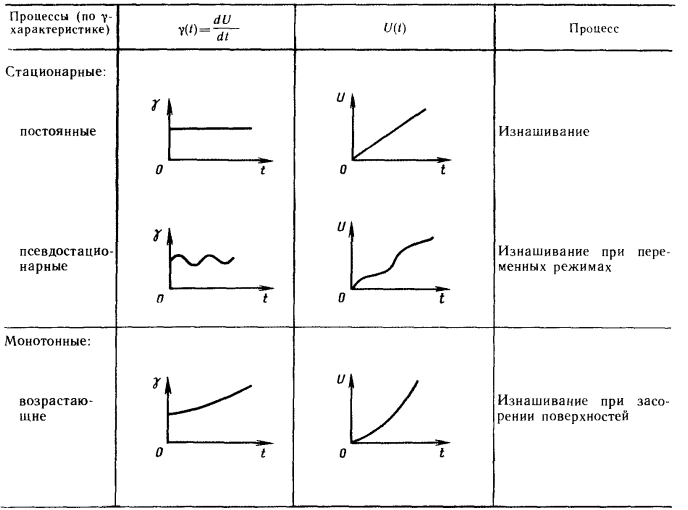
В табл. 9.9 представлены типовые закономерности протекания процессов
старения во времени. Они относятся к одностадийным процессам, когда в течение
рассматриваемого периода времени не происходит изменение физико-химической
картины процесса.
9.8. Показатели степени повреждения материала изделия

9.9. Типовые закономерности протекания во времени процессов старения
Для станков основной причиной потери работоспособности является износ.
Изнашивание характерно для таких ответственных сопряжений станков, как
направляющие скольжения, ходовые винты и гайки, кулачковые механизмы, фрикционные муфты и др.
В станках для большинства сопряжений можно применять следующую
закономерность для линейного износа U и скорости изнашивания ϒ материалов

где k — коэффициент износа, р — давление на поверхности трения, Па, v — скорость относи тельного скольжения, м/с, t — время работы
сопряжения, m — коэффициент, m = 1 для абразивного и усталостного видов
изнашивания. Применяют также показатель интенсивности изнашивания j, определяемый как отношение износа U к пути трения s, который прошла одна пара сопряжения по отношению к
другой за рассматриваемый промежуток времени

Интенсивность изнашивания является безразмерной величиной и связана со
скоростью изнашивания соотношением ϒ = jʊ
Выражение (9.9) характеризует установившийся процесс изнашивания после
окончания периода приработки В период приработки,
9.10. Показатели изнашивания материалов тихоходных пар трения
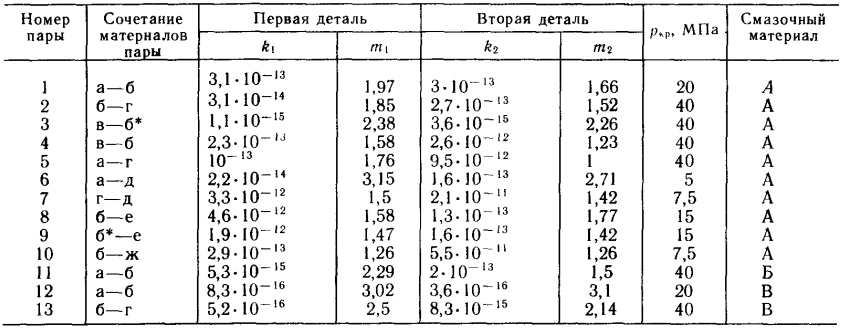
Обозначения: а — сталь 45, HRC, 38—43; б — сталь 20Х (цементирована или
нитроцементирована*), HRCЭ 60—62; в — сталь ШХ15, HRCЭ, 60—62;
г — сталь 38ХМЮА (азотирована), HRCЭ 60; д — чугун СЧ20; е — БрОФ10-1; ж — БрАЖ9—4;
А—солидол ГОСТ 4366—76; Б — солидол и 10 % меди; В — ЦИАТИМ-201 ГОСТ 6267—74.
когда происходит монотонное убывание скорости изнашивания, зависимость U(t) может быть аппроксимирована либо параболой, либо кривой вида
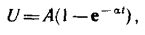
где А и ɑ — коэффициенты, характеризующие соответственно износ за
период приработки и интенсивность приработки.
Период приработки стремятся свести к минимуму за счет точного изготовления
сопряженных поверхностей и применения метода обкатки новых изделий (технологический
прогон станка).
При возрастании интенсивности
изнашивания во времени, например, вследствие засорения поверхностей трения
зависимость U(t) может иметь вид

Данный процесс изнашивания характеризует, как правило, недопустимые условия
эксплуатации станка или неэффективные методы защиты от загрязнения
ответственных сопряжений. Поэтому основной формулой для расчета на износ
является зависимость (9.9). В ней выделены силовые и кинематические факторы (p,ʊ), которые связаны с
конструкцией станка, а коэффициент износа k зависит от материалов и
условий трения сопряженных поверхностей. Этот коэффициент, как правило,
изменяется в широких пределах и проявляется как случайная величина. Теория
изнашивания материалов в настоящее время позволяет лишь ориентировочно и то не
для всех случаев, определить скорость изнашивания.
Применительно к сопряжениям станков можно
использовать следующие источники информации для оценки коэффициента износа k.
1. Иметь банк данных по скоростям изнашивания аналогичных сопряжений у
эксплуатируемых станков. Для этого необходимо проводить регулярные наблюдения
и измерения в процессе эксплуатации и ремонта станков и обрабатывать полученную
информацию по специальной программе.
2. Проводить сравнительные расчеты, определяя, во сколько раз повысится
износостойкость данной пары по отношению к прототипу или при сравнении
нескольких вариантов конструкции.
3. Проводить нормирование скорости или интенсивности изнашивания, назначая
определенный класс износостойкости, и ставить условие перед технологами и
эксплуатационниками о необходимости подбора таких пар трения и создания таких
условий эксплуатации, чтобы скорость их изнашивания находилась в
установленных пределах.
4. Проводить испытание образцов сопряженных материалов, используя эти
данные для расчета сопряжений.
Для сопряжений, работающих в режиме граничной смазки при малых скоростях
скольжения (до 0,1 м/с), когда
температура на поверхности трения не влияет на процесс изнашивания, значения
коэффициентов износа k1 и k2 для сопряженных деталей приведены в табл.
9.10. В таблице указаны также показатель степени т [см. формулу (9.9)]
и критические значения давления ркр, при превышении которых
закономерности изнашивания изменяются.
Приведенные значения коэффициентов k и т являются средними и соответствуют размерностям ʊ(м*с-1) и р(даН*см-2). Рассчитанная по формуле (9.9) скорость изнашивания должна удовлетворять требованиям надежности.
9.11. Классы износостойкости материалов по скорости их изнашивания
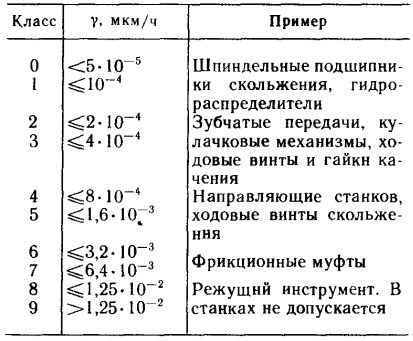
При прогнозировании надежности и при предварительных расчетах
износостойкости сопряжений целесообразно назначить класс износостойкости с
последующим уточнением допустимых значений ϒ. Классы износостойкости по
скорости изнашивания и примеры сопряжений станков приведены в табл. 9.11.
Знание закономерностей
изнашивания является предпосылкой для расчета на износ сопряжений и
механизмов станков на стадии проектирования и последующей оценки их надежности