Современные CAD и CAM системы
Еще один выпуск из серии публикаций материалов из книги Ловыгина А.А., Васильева А.В. и Кривцова С.Ю. посвятим CAD CAM системам. В данной статье рассмотрим основные возможности современных систем программирования для станков с ЧПУ.
Сегодня на рынке CAD/CAM представлен не один десяток систем, отличающихся возможностями, интерфейсом и стоимостью. Как сделать правильный выбор и приобрести систему, которая бы полностью устраивала технолога и позволяла бы максимально автоматизировать процесс создания УП? Есть ряд параметров, по которым можно составить первоначальное мнение о САМ системе.
Первое что бросается в глаза при знакомстве с системой - ее интерфейс, то есть совокупность меню, пиктограмм и окон. Главное требование к интерфейсу - это удобство и эффективность работы. Подавляющее большинство современных САМ систем имеет привычный Windows интерфейс, позволяющий сформировать удобную для пользователя атмосферу. Что же касается наглядности и графического оформления - то это дело вкуса. Обратите внимание на язык интерфейса. Если вы не владеете иностранным языком, то предпочтительнее, чтобы все меню были представлены на русском языке.
САМ система не должна ограничивать технолога выбором только стандартного инструмента. Функция поддержки оригинального (пользовательского) инструмента позволит вам спроектировать инструмент любой формы прямо в системе и правильно рассчитать траекторию его перемещения. Поверьте, рано или поздно эта функция обязательно понадобится.
Вряд ли вам понравится, если вы обнаружите зарезы на детали после черновой или чистовой обработки. Хорошая САМ система обязана иметь механизм, обеспечивающий предотвращение зарезов и столкновений инструмента с заготовкой и элементами крепежа.
Если траектории перемещения инструмента рассчитываются с учетом заданной заготовки произвольной формы, то это говорит о высокой эффективности созданных системой операций. Другими словами - система должна “видеть” заготовку. Преимущество этой функции проявляется при работе с заготовками в виде отливок и штамповок. Когда система не имеет этой функции, то она производит расчет траекторий на основе цилиндра или параллелепипеда. Полученная траектория окажется неоптимальной, в ней может присутствовать довольно большое количество холостых перемещений.
Способность системы “помнить”, сколько материала было снято в предыдущих операциях, говорит об “интеллектуальном” потенциале системы. Функция дообработки позволяет автоматически находить недоработанные области и гарантирует получение максимально эффективных траекторий.
К верификатору САМ системы нужно отнестись очень внимательно. Во-первых, система должна обеспечивать возможность импорта трехмерной модели заготовки из CAD модуля и верификацию этой модели. Во- вторых, верификатор должен уметь вращать заготовку, динамически масштабировать и перемещать по экрану. В-третьих, при верификации система должна отмечать цветом места зарезов и столкновений инструмента с заготовкой.
Верификаторы большинства современных CAD/CAM систем имеют несколько режимов работы и множество полезных настроек. Режим верификатора “Turbo” используется для работы со сложными заготовками и большими траекториями, если ожидаемое время процесса верификации слишком велико. При работе в режиме Turbo верификатор производит расчеты и показывает только конечный результат - модель обработанной детали.
Графическое качество процесса верификации сильно зависит от производительности компьютера и от соответствующих настроек верификатора. Как правило, между' качеством и скоростью существует прямая зависимость - чем выше качество верификации, тем медленнее она производится.
Обычно верификаторы позволяют осуществлять визуальную проверку 3-х осевой обработки. Верификация многоосевой обработки может быть опцией. Следовательно, если вы собираетесь работать с четырьмя или пятью координатами в УП, то лучше проверьте возможности верификатора заранее.
Наиболее продвинутые верификаторы позволяют интенсивно работать с 3D моделью заготовки. При наличии такого верификатора, вы сможете экспортировать модель обработанной детали в другую CAD систему, проверить ее геометрические размеры или сделать сечение. Дополнительным преимуществом является способность осуществлять проверку не только промежуточного CL-файла, но и кода управляющей программы.
Часто возникают ситуации, когда технологу-программисту приходится работать с некачественной 3D моделью детали. Например, модель может по¬пасть в САМ модуль “дырявой”, то есть имеющей поверхностные нестыковки или исчезнувшие геометрические элементы. Некоторые САМ системы способны “закрыть глаза” на это, другие же просто не смогут работать с такими моделями и потребуют их “лечения”.
Если вы создаете геометрию детали в CAD системе, которая не является “родной” для САМ системы, то вам не обойтись без помощи конверторов (трансляторов). Конверторы предназначены для преобразования графических файлов одного формата в графические файлы другого (требуемого) формата. О формате вы можете судить по расширению файлов. Например, .DWG, .DXF, .IGS, .STL, .SAT. При знакомстве с САМ системой убедитесь в наличии требуемых конверторов, и проверьте качество конвертации файлов.
Бэкплот и верификация
В настоящее время любая САМ система имеет функции для проверки правильности созданных траекторий. Функция бэкплота (Backplot) позволяет программисту отслеживать перемещения режущего инструмента. При этом он может наблюдать за траекторией центра инструмента и самим инструментом прямо на 3D модели. Как правило, бэкплот используется для предварительной проверки рассчитанных траекторий и настройки технологических параметров операции. Окончательная проверка обычно осуществляется с помощью верификации.
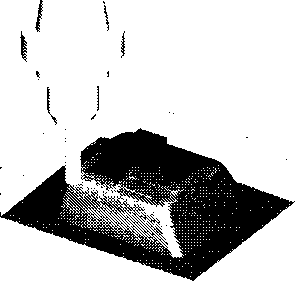
Рис. 12.26. В режиме “Васkрlоt” можно наблюдать за траекторией перемещения центра инструмента
Инструменты верификации предоставляют программисту прекрасные возможности для наглядной проверки траектории движения инструмента, для оценки качества и общей технологии изготовления детали. Основной смысл верификации заключается в демонстрации процесса удаления материала заготовки и возможности посмотреть на окончательный результат работы УП - модель изготовленной детали. Полученную “виртуальную” деталь можно рассмотреть с разных сторон. Можно увидеть, все ли элементы выполнены правильно, и даже разглядеть гребешки на материале, оставшиеся от инструмента.
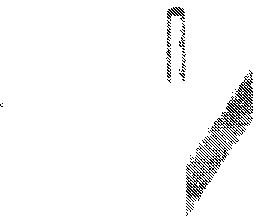
Рис. 12.27. Процесс верификации.
Верификация может быть твердотельной или растровой. В случае твердотельной верификации, система работает с трехмерной моделью заготовки и позволяет реализовать множество полезных функций. К примеру, измерить обработанную деталь или экспортировать ее в CAD систему для дальнейшей работы. Растровая верификация лишь имитирует работу с трехмерной моделью и применяется сейчас только в откровенно “слабых” системах.
Учтите, что на этом этапе мы еще не имеем готовой УП, то есть самого кода. Код программы обработки появится позже, после постпроцессирования. Но что же мы тогда проверяем?
Результатом предыдущего этапа является сформированная траектория перемещения инструмента для определенной операции. Информацию об этой траектории, всех координатах и инструменте система записывает в специальный промежуточный файл. Этот файл не похож на обычную программу об¬работки, то есть, в нем нет привычных G и М кодов В настоящий момент именно этот файл является объектом для верификации и бэкплота.
Ассоциативность
Ассоциативность CAD/CAM системы заключается в ее способности связать геометрию с траекторией обработки, инструментом, материалом, параметрами и сформировать завершенную операцию. Если какая-либо часть операции изменяется, то ее другие части остаются нетронутыми и могут быть использованы для дальнейших расчетов и создания обновленной операции. Ассоциативность предоставляет технологу-программисту небывалые возможности по отладке технологии обработки и защищает его от утомительно¬го исправления своих ошибок. Изменяя параметры операции, можно следить, как меняется траектория и машинное время обработки, и в результате вы¬брать наилучший вариант. Как правило, такая ассоциативность действует в пределах только одной CAD/CAM системы.
Пятикоординатное фрезерование и ЗD-коррекция
В последнее время наблюдается значительный интерес к многоосевой обработке Это вызвано, с одной стороны, повышением спроса на изготовление деталей сложной формы, с другой стороны, снижением стоимости 5-ти координатных станков с ЧПУ и развитием математического аппарата CAD/CAM систем.
Традиционной областью применения этой технологии является авиационная промышленность, где 5-ти координатные обрабатывающие центры служат для механической обработки турбинных лопаток, лопастей и других деталей сложной формы. Постепенно эта прогрессивная технология внедряется в обычное производство для изготовления инструмента и пресс-форм.
При 5-ти координатном фрезеровании инструмент может обрабатывать поверхность детали торцевой или боковой частью. При такой обработке обычно используют концевые сферические фрезы, поэтому, в первом случае контакт инструмента с обрабатываемой поверхностью будет точечным, а во втором - линейным.
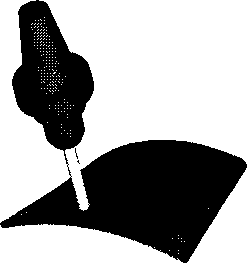
Рис. 12.30. Для расчета траекторий 5-ти координатной обработки используются CAD/CAM системы.
Существует два вида 5-ти координатной обработки: одновременная (непрерывная) и обработка с индексированием. В первом случае в каждом кадре УП действительно находится пять адресов осевого перемещения, на¬пример: X, Y, Z, А, В. Во втором случае, нельзя говорить об одновременном перемещении по всем пяти осям - в каждом кадре обычно содержатся только три координаты. Остальные адреса стоят отдельно и используются как вспомогательные - для поворота инструмента или детали в определенное положение и дальнейшей 3-х координатной обработки.
Управляющие программы для многоосевой обработки создаются исключительно при помощи CAD/CAM систем. Зачастую технологу- программисту приходится строить дополнительные направляющие поверхности и ограничивать угол наклона режущего инструмента. Для получения корректной программы требуется тщательная настройка постпроцессора, создание которого может обойтись предприятию довольно дорого.
Теперь поговорим о 3D-коррекции. Этот термин часто используется, когда речь заходит о технологии объемной обработки. При обычном плоском фрезеровании существует возможность выполнить коррекцию на радиус инструмента слева или справа от запрограммированного контура при помощи кодов G41 и G42. А как поступить в случае объемной поверхностной обработки, например при изготовлении матриц и пуансонов?
Когда производится обработка плоского контура, корректирующее смещение указывается справа или слева, то есть, по нормали к обрабатываемой поверхности в точке контакта с инструментом. При использовании 3D- коррекции - ситуация аналогичная, просто необходимо знать вектор ориентации инструмента и вектор нормали поверхности в точке контакта с инструментом. Исходя из взаимного положения этих векторов и корректирующего значения, система ЧПУ рассчитывает пространственное смещение режущего инструмента с сохранением его ориентации и заданной точки контакта.
Если система ЧПУ на вашем станке поддерживает 3D-коррекцию инструмента, то оператор может влиять на размеры деталей со сложной геометрией, изменяя значение радиуса инструмента как “в плюс”, так и “в минус”. Однако, в этом случае, САМ система и СЧПУ станка, скорее всего, не смогут контролировать возможные столкновения и ошибки позиционирования