Типовые детали, изготавливаемые на станках с ЧПУ
Начинаем публикацию материалов из учебного пособия «Металлорежущие станки с ЧПУ» под редакцией В.Б. Мещерякова. На этот раз разберем типовые детали, изготавливаемые на станках с ЧПУ.
В машиностроении необходимо изготавливать большое количество различных деталей, на базе которых создаются механизмы и машины. При этом детали изготавливаются в разном количестве (массовое, крупносерийное, среднесерийное и мелкосерийное производство), из различных материалов (сталь, чугун, различные цветные сплавы), могут иметь простую или сложную форму, изготавливаются с различной точностью размеров и шероховатостью обрабатываемых поверхностей.
При изготовлении деталей в массовом и крупносерийном производстве должен обеспечиваться выпуск большого количества одинаковых деталей (сотни тысяч и даже миллионы штук). Это, например, шарикоподшипники, болты, винты, шайбы и другие детали. При их изготовлении применяют высокопроизводительные полуавтоматы, автоматы, автоматические линии, цеха-автоматы и даже заводы-автоматы, которые без переналадки должны в течение длительного срока изготавливать одинаковые детали с высокой производительностью. Однако таких деталей в машиностроении относительно немного (20–25%). Большая же часть деталей изготавливается в среднесерийном и мелкосерийном производстве в небольших количествах (несколько сотен или даже несколько десятков штук). При этом разновидность этих деталей (размеры, форма, материал, точность обработки) очень большая. Поэтому металлорежущие станки, на которых изготавливаются данные детали, должны быть широко универсальными и иметь высокую мобильность (быструю переналаживаемость на изготовление других деталей). Долгое время (до появления станков с ЧПУ) автоматизация управления таких станков была затруднена. Во многих случаях приходилось жертвовать производительностью этих станков с целью получения большей мобильности.
На рис 1.1 приведено примерное распределение в машиностроении номенклатуры изготавливаемых деталей.
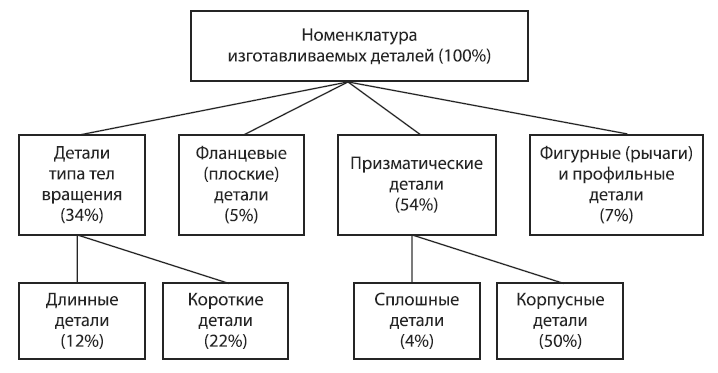
Рис. 1.1. Общая структура изготавливаемых деталей на металлорежущих станках с ЧПУ
Детали типа тел вращения могут быть длинными, тогда необходимо применять при их изготовлении на токарных станках с ЧПУ заднюю бабку для поддержания второго конца детали, а иногда еще и люнет(специальное приспособление, поддерживающее заготовку в средней части, чтобы она не прогибалась во время обработки от сил резания). Часто такие детали требуют только токарной обработки (обточки разных диаметров, точения канавок, фасок, подрезки торцов и др.).
В тех случаях, когда на таких деталях необходимо обрабатывать еще шпоночные пазы, сверлить отверстия, фрезеровать поверхности, требуется их дополнительная обработка на сверлильном и фрезерном станках.
При обработке коротких деталей (типа валиков, фланцев, штуцеров и др.) может также требоваться только токарная обработка, но с необходимостью обработки криволинейных поверхностей и центральных отверстий с одной стороны. В этом случае на токарном станке с ЧПУ производится полная обработка, в том числе сверление и расточка центральных отверстий невращающимся инструментом, установленным в задней бабке или револьверной головке. Здесь проблемой является обработка криволинейных поверхностей, когда требуется перемещение режущего инструмента одновременно по двум координатам (X и Z) по определенной траектории (рис. 1.2, а).
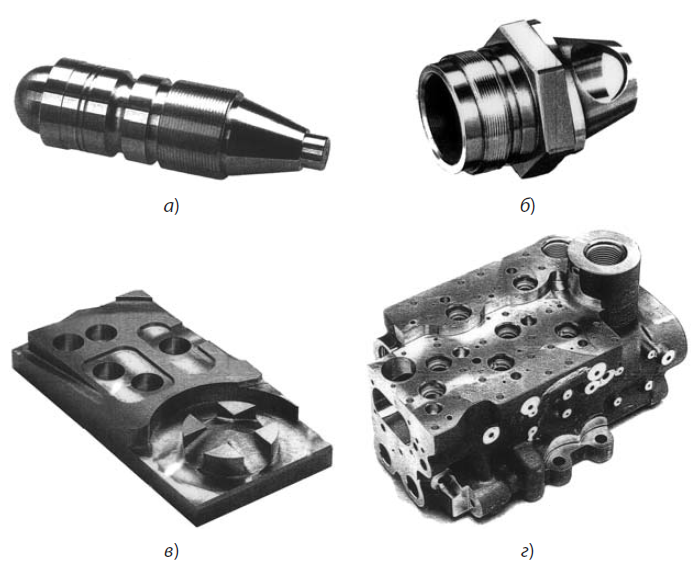
Рис. 1.2. Типовые детали, изготавливаемые на токарных станках с ЧПУ (а и б) и на многоцелевых станках (в и г) с вертикальной и горизонтальной компоновкой шпинделя
Однако много коротких деталей типа тел вращения требуют кроме токарной обработки сверления отверстий не только по центру, но и по окружности, сверления поперечных отверстий, фрезерования шпоночных пазов и шестигранников и др. (рис. 1.2, б). При этом требуется обработка с двух сторон (за два установа). В этом случае также требуется обработка либо на нескольких станках (токарном, сверлильном, фрезерном), либо необходимо иметь на токарном станке с ЧПУ возможность поворота на определенный угол шпинделя с заготовкой по координате С и установки в револьверной головке станка вращающихся инструментов (сверла, фрезы), а для обработки с двух сторон на одном станке иметь кроме основного шпинделя еще и противошпиндель.
Изготовление фланцевых (плоских) деталей производится на сверлильных, фрезерных и координатно-расточных станках с вертикальной компоновкой шпинделя с возможностью одновременного перемещения стола, салазок и шпиндельной бабки с инструментом(координаты X, Y, Z). Обработка заготовки производится в большинстве случаев с одной стороны, но большим количеством различных режущих инструментов (рис. 1.2, в). При обработке очень сложных объемных деталей с криволинейным профилем требуется управление одновременно по трем координатам, а в отдельных случаях — по четырем и даже по пяти координатам; тогда дополнительно необходимо применять поворотный стол, иногда и два стола, и иметь возможность поворачивать шпиндель (или шпиндельную бабку) на определенный угол.
До появления станков с ЧПУ изготовление таких деталей было очень трудоемким и производилось на разных универсальных станках с управлением ими вручную операторами высокой квалификации.
Большой группой изготавливаемых деталей являются корпусные детали (рис. 1.2, г). Их особенностью является необходимость обработки большого количества отверстий и плоскостей, расположенных практически со всех сторон детали. В этом случае чаще всего необходимо применять станки с горизонтальной компоновкой шпинделя и с поворотным столом, что позволяет обрабатывать деталь с четырех сторон. Изготовление таких деталей требует применения большого количества различных режущих инструментов и возможности совмещения на одном станке и черновой, и чистовой обработки. При изготовлении таких деталей на станке с вертикальной компоновкой шпинделя применяются два стола: поворотный (на 360°) и наклоняемый (в пределах до 180°). Условные обозначения марок материалов, из которых изготавливаются детали в машиностроении, приведены в работе.