Устройства автоматической смены обрабатываемых заготовок
Продолжаем публикацию материалов из учебного пособия «Металлорежущие станки с ЧПУ» под редакцией В.Б. Мещерякова. На этот раз разберем устройства автоматической смены обрабатываемых заготовок.
Дальнейшее повышение степени автоматизации станков с ЧПУ позволило освободить оператора от функции загрузки обрабатываемой заготовки и съема готовой детали (на токарных станках с ЧПУ) или производить установку заготовки на многоцелевых станках во время обработки предыдущей заготовки. Это позволяет сократить простои станка.
Первоначально эту задачу решали на основе применения промышленных роботов (рис. 3.34). Однако это получило применение в основном на токарных станках с ЧПУ, где имеется относительно определенная форма заготовки (вал), удобная для захвата роботом.
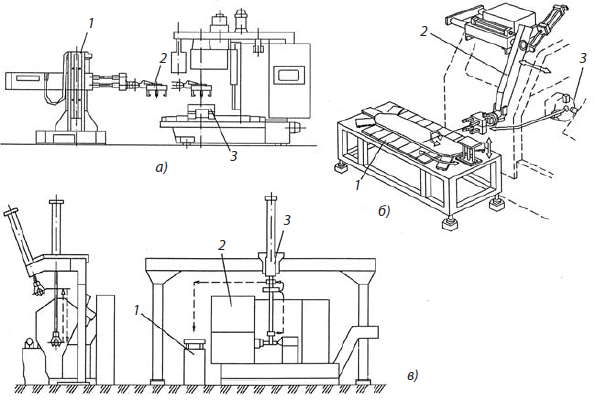
Рис. 3.34. Схемы автоматизации загрузки-разгрузки заготовок и деталей на станках с ЧПУ:
а — с напольным роботом для фрезерного станка (1 — робот, 2 — захват с заготовкой, 3 — стол станка);
б — с приставным роботом на токарном станке с ЧПУ (1 — конвейер с заготовками и обработанными деталями, 2 — робот, 3 — патрон токарного станка);
в — с портальным роботом на токарном станке с ЧПУ (1 — кассета-магазин с заготовками и обработанными деталями, 2 — станок, 3 — робот с двумя захватами)
При обработке заготовок типа плит и корпусных деталей возникают большие проблемы с конструкцией захватов роботов. Токарные станки с ЧПУ с промышленными роботами получили название роботизированные технологические комплексы (РТК).
Для данных РТК относительно удобно производится предварительный ориентированный набор обрабатываемых заготовок. Заготовки-валы укладываются заранее в специальные кассеты-магазины. Заготовки-фланцы (втулки, диски) укладываются заранее в определенном порядке в магазине или на конвейере, который, как и кассеты-магазины, устанавливается около токарного станка с ЧПУ (рис. 3.34, б).
Промышленный робот снимает из патрона изготовленную деталь и устанавливает новую заготовку. Разжим и зажим патрона производятся автоматически.
В РТК оператор освобождается от монотонной и физически утомительной работы — разгрузки детали и загрузки заготовки. В этом случае токарный станок с ЧПУ — уже автомат. Простои станка значительно сокращаются, что повышает его производительность. Однако необходимо отметить и отрицательные стороны такой автоматизации. У каждого токарного станка с ЧПУ находится промышленный робот — достаточно сложное и дорогое устройство. В цикле обработки заготовки робот работает очень короткое время (разгрузка-загрузка), остальное время он простаивает. При применении робота увеличивается занимаемая производственная площадь (особенно при применении напольных роботов) (рис. 3.34, а). Зона работы такого РТК должна быть огорожена по требованиям техники безопасности.
Иногда применяют напольный промышленный робот для автоматизации работы двух или трех станков (например, токарный и фрезерный станки с ЧПУ и моечная машина). Это позволяет увеличить время непосредственной работы промышленного робота.
Необходимо также отметить, что применение РТК освободило оператора, но потребовало присутствия другого рабочего — оператора, который периодически укладывает заготовки в кассеты-магазины и на конвейер и убирает готовые детали, а также контролирует работу не только станка с ЧПУ, но и робота.
Промышленный робот при установке заготовки в патрон станка может поставить ее неточно, поэтому необходимо предусматривать контроль правильности зажима патроном заготовки. Он также не видит возможного наличия стружки на губках патрона, что может привести к такому же результату.
При обработке заготовок плоских и корпусных деталей на многоцелевых станках применяется другая система автоматизации их загрузки и съема готовых деталей. В этом случае на станке делается съемный стол — паллета, на которой закрепляется в приспособлении заготовка. Паллеты нормализованы, имеют разные размеры для разных многоцелевых станков (320 × 320, 320 × 400, 500 × 500 мм и др.). Паллеты могут иметь разные крепежные элементы на своей поверхности для крепления приспособлений. На станке используются две паллеты: на одной установлена обрабатываемая заготовка, и она находится на столе станка в рабочей зоне. В это время оператор снимает со второй паллеты, находящейся вне рабочей зоны станка, изготовленную деталь и устанавливает новую заготовку. Затем эта паллета с заготовкой автоматически устанавливается на стол станка в рабочую зону, а паллета с изготовленной деталью удаляется в зону разгрузки.
На рис. 3.35 показаны разные наиболее широко применяемые варианты смены паллет на многоцелевых станках.
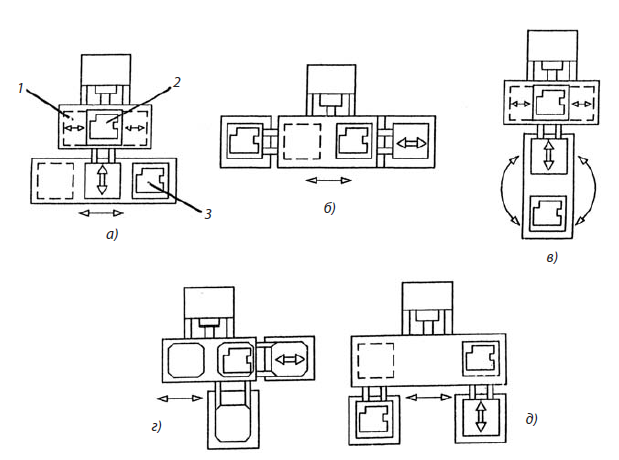
Рис. 3.35. Схемы последовательности автоматической смены паллет на многоцелевых станках:
а и б — при челночном перемещении паллет; в — с поворотным столом;
г и д — с двумя стационарными загрузочно-разгрузочными позициями, расположенными соответственно
с разных и с одной стороны станка
Хотя съем и загрузка паллет на стол многоцелевого станка производятся автоматически, здесь в отличие от ранее рассмотренных РТК оператор должен присутствовать около станка. Ему необходимо производить съем готовой детали с паллеты и установку новой заготовки на паллету. Делает он это во время работы станка, сокращая его простои, которые имели бы место при непосредственной загрузке-разгрузке заготовок на рабочий стол станка. Оператор может отсутствовать, когда на станке применяются магазины с паллетами (см. далее рис. 4.5).
Применяется другой вариант, когда установка заготовки на паллету и съем с паллеты готовой детали производятся в другом месте. В этом случае паллеты доставляются на станок и возвращаются от станка в зону разгрузки специальными автоматизированными транспортными тележками — робокарами.
Одной из проблем для данного способа автоматизации загрузки-разгрузки заготовок является необходимость иметь другую конструкцию стола многоцелевого станка для точной установки и зажима на нем паллеты. При этом необходимо иметь при одном варианте две, а при другом — несколько абсолютно одинаковых взаимозаменяемых паллет для их точной установки и зажима на одном и том же столе одного или нескольких станков.
Применяются также магазины (круглые, овальные, прямолинейные) для паллет с заготовками, устанавливаемые около станка с ЧПУ.