Высокоскоростная обработка на станках с ЧПУ
В сегодняшнем выпуске из серии материалов из книги Ловыгина А.А., Васильева А.В. и Кривцова С.Ю. раздел посвященный высокоскоростной механической обработке фрезерных станках с ЧПУ.
Теория использования высоких режимов резания при механической обработке металлов возникла давно. Однако только сейчас, с появлением самых современных станков с ЧПУ, частота вращения шпинделя у которых достигает 60000 об/мин., а скорость рабочей подачи переваливает за 5000 мм/мин, из области научных предположений мы переходим к реальному производству.
Экспериментально установлено, что при увеличении скорости резания температура в зоне резания постепенно возрастает и достигает некоторого максимального значения. При дальнейшем увеличении скорости резания происходит некоторое падение температуры и крутящий момент, необходимый для выполнения резания, тоже снижается. Это означает, что существует некоторая область сверхвысоких скоростей обработки, в которой процесс резания происходит спокойно и режущий инструмент не подвергается ката¬строфическим нагрузкам. В настоящее время для каждого обрабатываемого материала и инструмента эта область определяется только опытным путем.
Работа в условиях BCO имеет ряд нюансов и предъявляет особые требования к оборудованию, инструменту и управляющей программе.
При работе в таком режиме, во-первых, станок должен иметь частоту вращения шпинделя не менее 15000 об./мин. и подачу не менее 2500 мм/мин., во-вторых, он должен успевать за программой, то есть быстро ускорять и замедлять рабочую подачу. Желательно, чтобы станок обладал высокой жесткостью и имел эффективные средства для удаления стружки.
Режущий инструмент является главным “ограничителем” скорости об¬работки. Как правило, режущая часть инструмента для ВСО имеет специальное износостойкое покрытие. Уделите особое внимание патрону, так как малейшая погрешность установки вызывает биение, особо опасное на таких скоростях вращения шпинделя. Вылет инструмента должен быть минимальным.
Теперь поговорим об особенностях программирования. В случае ВСО, глубина и шаг обработки гораздо меньшие, чем при обычном фрезеровании. Траектория перемещения должна быть плавной, без резких смен направления и скорости подачи. Часто линейные перемещения заменяют на петлеобразные, используют трохоидальную траекторию. Врезание инструмента в металл должно проходить по спирали или под небольшим углом, но никак не вертикально. Конечно же, все это делается для поддержания неизменных условий резания, уменьшения нагрузки на инструмент и исключения его по¬ломки.
Так как УП для ВСО содержит очень много перемещений, то ее размер может превышать размер обычной программы обработки в десятки или сотни раз. Система ЧПУ станка должна успевать отрабатывать кадры и иметь достаточно большой программный буфер для подготовки к последующим перемещениям. Если система не имеет значительного объема памяти для хранения программ, то не обойтись без DNC режима. При этом предъявляются особые требования по скорости и надежности к персональному компьютеру, коммуникационному программному обеспечению и линии связи.
Не стоит увлекаться методом ВСО для обработки всей детали целиком. В большинстве случаев, черновую обработку можно выполнить на обычных режимах “грубым” инструментом. Серьезная САМ система обязательно должна иметь инструменты дообработки, средства определения излишков материала и возможность сравнить результаты обработки с исходной моде¬лью. Используя различные программные фильтры и оптимизаторы, производящие анализ перемещений в УП, можно значительно сократить размер про¬граммы, сделать ее наиболее подходящей для метода ВСО.
Каковы преимущества от использования ВСО? Меньший шаг и глуби¬на фрезерования в сочетании с большими значениями рабочей подачи и оборотов шпинделя при чистовой обработке существенно повышают качество поверхности и значительно сокращают машинное время. Это позволяет из¬бежать ручной доводки, например при изготовлении пресс-форм. При ВСО можно использовать инструмент меньшего размера и фрезеровать такие мелкие детали и острые углы, которые в другом случае пришлось бы получать электроэрозионной обработкой.
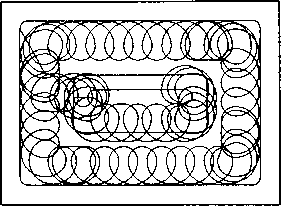
Рис. 12.31. Трохоидальная траектория состоит из множества “петелек”.
Что касается черновой обработки, то положительный эффект от ВСО не так очевиден и проявляется лишь при обработке деталей небольшого раз¬мера или высокой твердости и при достаточной загрузке станка.