Качество обработки фрезерных станков с ЧПУ
Начнем разбор стружкообразования и качества обработки из учебника Босинзона М.А «Обработка деталей на металлорежущих станках различного вида и типа» .
СТРУЖКООБРАЗОВАНИЕ И КАЧЕСТВО ОБРАБОТКИ
Фреза обычно совершает
резание в одном или нескольких направлениях: радиальном, периферийном и осевом
(рис. 11.6). Каждый сложный способ фрезерования можно разложить на эти три
основные перемещения в сочетании с вращением фрезы.
Существует два способа фрезерования: попутное и встречное, которые определяются направлением движения заготовки относительно инструмента. Их различие заключается в условиях входа и выхода зубьев фрезы из резания.
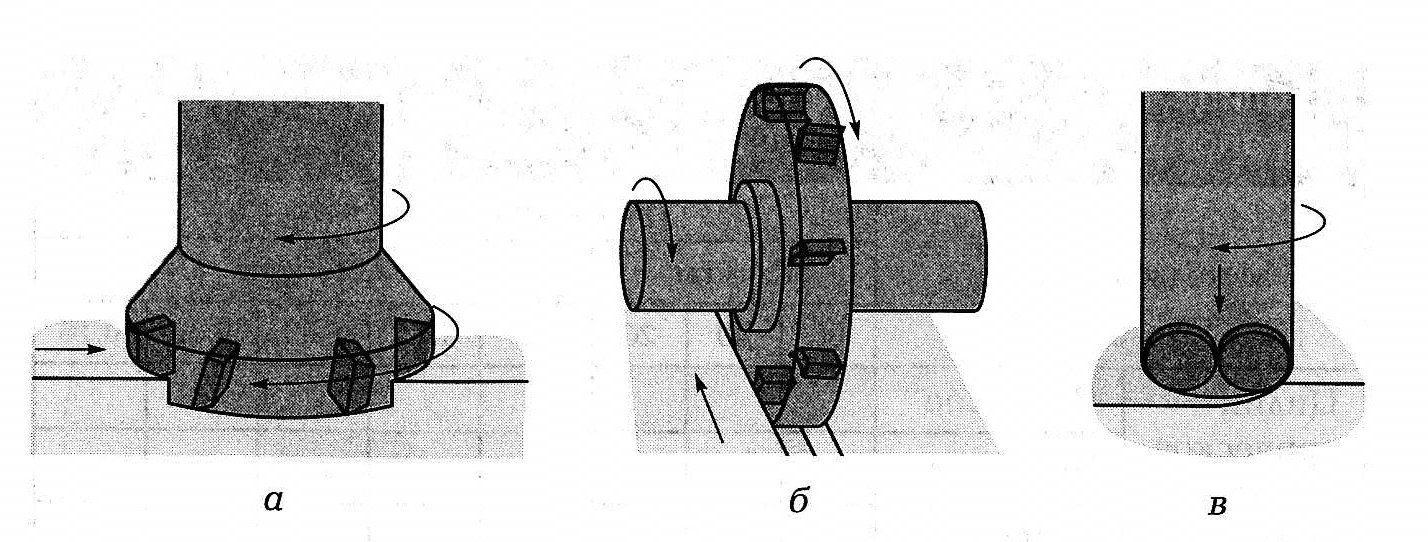
Рис. 11.6. Направление
резания фрез:
а — радиальное; б — периферийное; в — осевое
Попутное фрезерование (рис. 11.7, а), или фрезерование
по подаче, — это способ, при котором направления движения заготовки и
вектора скорости резания совпадают. При этом толщина стружки на входе зуба в
резание максимальна и уменьшается до нулевого значения на выходе.
Встречное фрезерование (рис. 11.7, б), или традиционное,
наблюдается, когда скорости резания и движение подачи заготовки направлены в
противоположные стороны. При врезании толщина стружки равна нулю, а на выходе —
максимальна.
В случае встречного
фрезерования, когда пластина начинает работу со стружкой нулевой толщины,
возникают высокие силы трения, «отжимающие» фрезу и заготовку друг от
друга. В начальный момент врезания зуба процесс резания больше напоминает
выглаживание, с сопутствующими ему высокими температурами и повышенным трением.
Зачастую это приводит к нежелательному упрочнению поверхностного слоя детали.
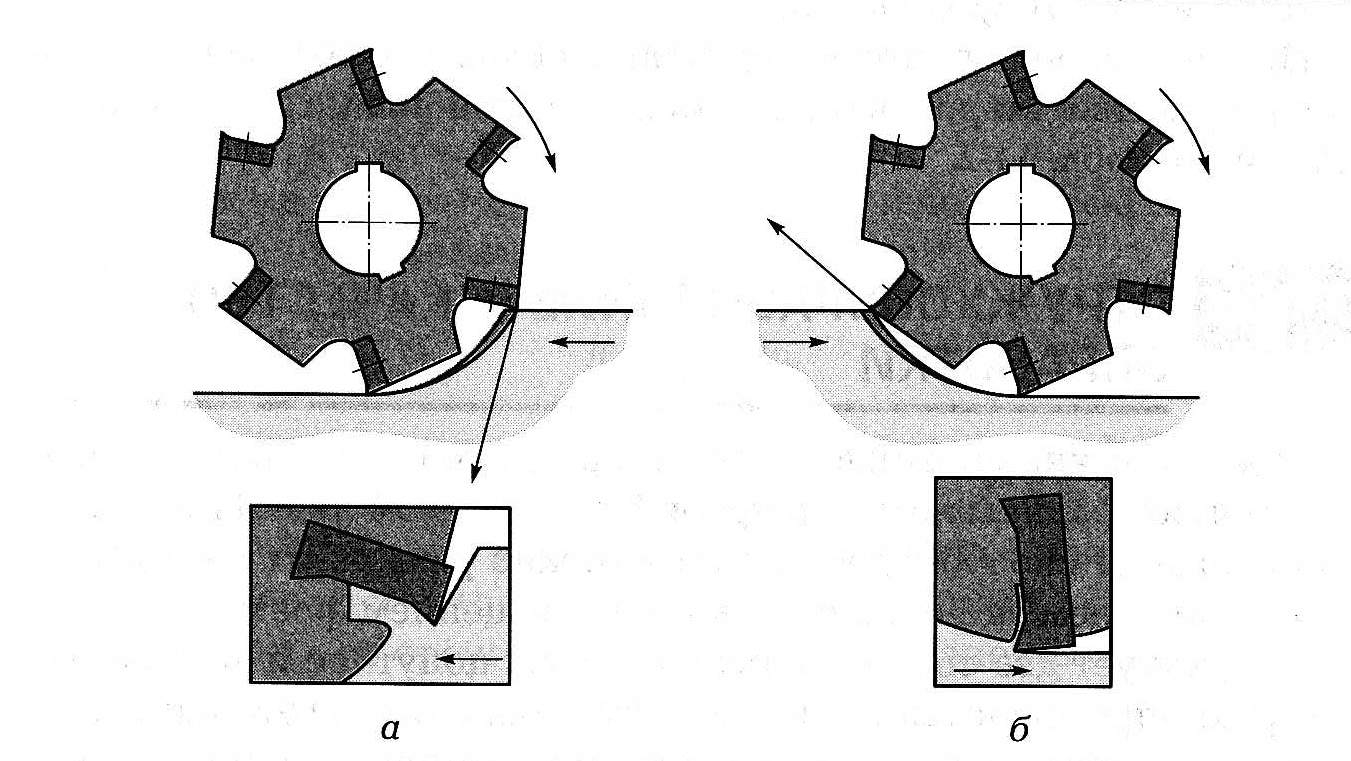
Рис. 11.7. Попутное (а) и встречное (б) фрезерование
При попутном
фрезеровании условия входа пластины в резание более благоприятные. Удается
избежать высоких температур в зоне резания и минимизировать склонность
материала заготовки к упрочнению. Большая толщина стружки является в данном случае
преимуществом. Силы резания прижимают заготовку к столу станка, а пластины в
гнезда корпуса, способствуя их надежному креплению.
В процессе фрезерования
стружка налипает на режущую кромку и препятствует ее работе в следующий момент
врезания. При встречном фрезеровании это может привести к заклиниванию стружки
между пластиной и заготовкой и, соответственно, к повреждению пластины.
Попутное фрезерование позволяет избежать подобных ситуаций.
Попутное фрезерование
является предпочтительным при условии, что жесткость оборудования, крепления и
сам обрабатываемый материал позволяют применять данный метод. В то же время
процесс попутного фрезерования сопряжен с определенными трудностями. Силы
резания стремятся затянуть фрезу на обрабатываемый припуск и прижать
заготовку. Поскольку направление скорости резания и подачи совпадают, требуется
беззазорный привод в механизме подачи стола. Смещение под действием сил резания
стола или заготовки приведет к «подрыву» — внезапному увеличению подачи на зуб,
что чревато поломкой. В случае если есть опасность вибраций, попутное
фрезерование более благоприятно. Правильный выбор размера фрезы и способа
закрепления детали также имеет большое значение. Направление сил резания влияет
на склонность к вибрациям.
Взаимное расположение оси фрезы и заготовки. Выбор диаметра фрезы зависит, как
правило, от ширины обрабатываемой заготовки, а также от мощностных
характеристик оборудования. При этом важным фактором, определяющим успешное
фрезерование, является взаимное расположение обрабатываемой поверхности и
фрезы.
Существует три возможных
варианта соотношения размеров фрезы и заготовки:
■ диаметр фрезы равен
или несколько меньше ширины заготовки, что обуславливает тонкую стружку при
врезании и выходе или же обработка производится за несколько проходов. Это
характерно для случаев, когда заготовка имеет очень большие размеры, а фреза
небольшой диаметр;
■ диаметр фрезы на 20...
50 % больше ширины заготовки, что является наилучшим вариантом
при торцовом фрезеровании;
■ диаметр фрезы
значительно больше ширины заготовки, и ось фрезы находится вне обрабатываемой
поверхности. Этот вариант характерен для торцового фрезерования и обработки
концевыми фрезами.
Ширина фрезерования
особенно сильно влияет на выбор диаметра фрезы при обработке торцовыми
фрезами. В этом случае рекомендуется выбирать диаметр фрезы, превышающий ширину
фрезерования на 20...50%. Если обработка может быть произведена за несколько
проходов, то ширина резания за каждый проход должна быть равной 3/4
диаметра фрезы. При этом формирование стружки и нагрузка на режущую кромку
будут оптимальными.