Фрезерование зубьев зубчатых реек
Продолжаем публикацию материалов из Справочника фрезеровщика под редакцией В.Ф. Безъязычного. На этот раз разберем фрезерование зубьев зубчатых реек.
Рейку можно рассматривать как участок венца зубчатого колеса при бесконечном увеличении его диаметра. Рейки обрабатывают как на вертикально-фрезерных, так и на горизонтально-фрезерных станках.
Отсчет перемещения стола при обработке зубьев коротких и неточных реек можно производить по лимбу винта продольной подачи. Для отсчета перемещений стола при фрезеровании зубьев длинных и точных реек следует пользоваться универсальной делительной головкой или специальным приспособлением.
При обработке зубчатых реек на горизонтально-фрезерном станке с использованием делительной головки применяют также специальную фрезерную головку 1 (рис. 6.7), благодаря которой ось установленной дисковой модульной фрезы будет параллельна продольному перемещению стола. Обрабатываемую заготовку 2 устанавливают в приспособлении или на столе станка. После выверки по базовой поверхности ее закрепляют прихватами. Режущий инструмент 3 – дисковая модульная фреза для обработки реек.
Делительная головка 4 через набор шестерен 5 кинематически связана с винтом продольного перемещения стола. В продольном направлении стол перемещают вращением рукоятки делительной головки. Заданная величина этого перемещения может быть обеспечена путем подбора соответствующих шестерен и числа оборотов рукоятки. Кинематическая связь между этими элементами выражена зависимостью:
где iсм – передаточное отношение сменных зубчатых колес; N – характеристика делительной головки; Pt= πт – нормальный шаг зубьев фрезеруемой рейки, мм; Р – шаг винта продольной подачи стола, мм; т – модуль нарезаемой рейки, мм. При установленном передаточном отношении рассчитывают число оборотов рукоятки делительной головки np , которое равно:
Пример. Настроить технологическую систему при фрезеровании зубьев прямозубой рейки модулем 2 мм (Р = 6 мм, N = 40). Наиболее удобное передаточное число сменных шестерен iсм = 40/30. Подставим эти данные в формулу и определим число оборотов рукоятки делительной головки для перемещения стола на один шаг зубчатого зацепления:
Выбираем делительную окружность делительного диска головки с числом отверстий 62, а сектор настраиваем на 26 + 1= 27 отверстий. Таким образом, для перемещения стола с заготовкой на величину, соответствующую одному нормальному шагу, следует рукояткой делительной головки сделать 31 оборот и дополнительно повернуть на 26 отверстий. При повороте на 26 отверстий размер нормального шага уменьшится, а при повороте на 27 отверстий – возрастет. Погрешность при этом будет соответствовать перемещению стола при повороте на одно отверстие, и ее величина вполне допустима для зубчатых реек 8-й степени точности.
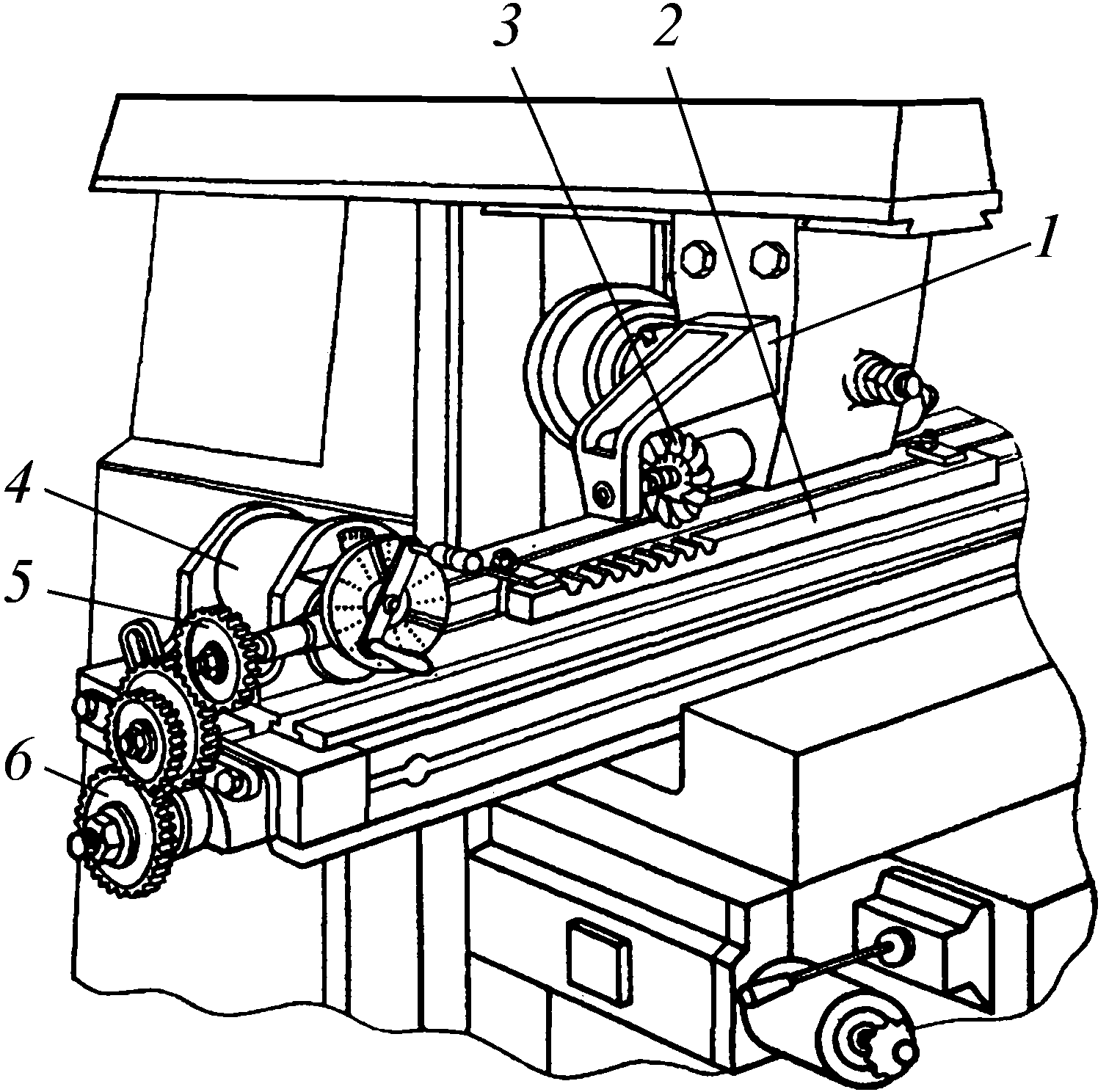
Рис. 6.7. Схема фрезерования рейки на горизонтально-фрезерном станке
Если рейка имеет косые зубья, то величину перемещения стола определяют по шагу Р, значение которого вычисляют по формуле:
где m – модуль (нормальный), мм; α – угол наклона зубьев рейки, °; π = 3,14 (при точных работах принимают π = 3,1416).
Эта формула справедлива лишь для случая, когда стол станка повернут к горизонтальной плоскости на угол β, а ось обрабатываемой рейки параллельна оси стола. Если стол станка не повернут, а ось рейки расположена под углом к оси стола, то Р = тn. При настройке станка необходимо помнить, что из сменных колес первое (ведущее) колесо 5 (см. рис. 6.7) необходимо устанавливать на валике шпинделя делительной головки, а последнее (ведомое) колесо 6 – на хвостовой части винта продольной подачи.