Фрезерование многогранников
Продолжаем публикацию материалов из Справочника фрезеровщика под редакцией В.Ф. Безъязычного. На этот раз разберем фрезерование многогранников на обрабатывающих станках.
Фрезерование граней многогранников (трехгранников, четырехгранников, пятигранников и т.д.) в зависимости от конфигурации детали и размера партии производят дисковыми, концевыми, цилиндрическими или торцовыми фрезами, а также набором дисковых фрез.
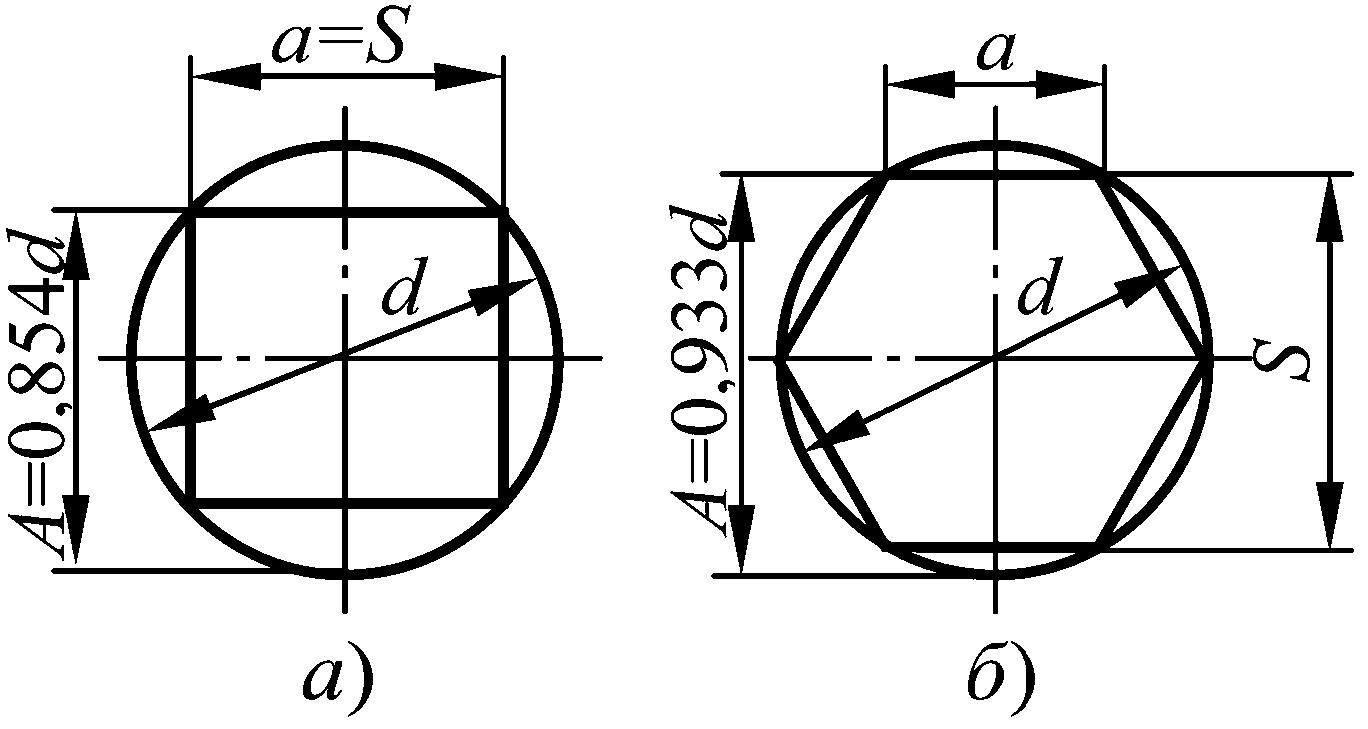
Рис. 6.1. К расчету параметров заготовки при фрезеровании четырех- и шестигранников
При обработке многогранников заготовки обычно имеют цилиндрическую форму. Размер а (рис. 6.1) грани при диаметре d описанной окружности заготовки может быть определен по формуле:
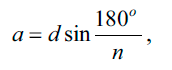
где п – число граней. Для четырехгранника а = 0,707 d, а для шестигранника a = 0,5d. Для шестигранников в ряде случаев определяют размер S («под ключ»). С диаметром d этот размер для шестигранников связан соотношением d =1,155S .
При обработке необходимо знать размер А (рис. 6.1), определяющий положение грани относительно образующей заготовки.
Последовательность работ. Для установки на столе фрезерного станка делительной головки и задней бабки необходимо:
- Очистить стол и пазы от стружки, смазать тонким слоем смазки плоскости стола и основания делительной головки. Установить делительную головку и заднюю бабку фиксирующими сухарями в средний паз стола.
- Ввести в паз стола крепежные болты делительной головки и задней бабки и затянуть их.
- Проверить совпадение центров делительной головки и задней бабки с помощью контрольного валика и индикатора (рис. 6.2, а). Если при перемещении стойки индикатора параллельно оси валика отклонение стрелки не будет превышать заданное, то установка центров произведена правильно. В случае его превышения следует отрегулировать положение заднего центра установочным винтом в колодке. Снять контрольный валик с центром.
- Освободить болты, крепящие заднюю бабку, отодвинуть ее от делительной головки на требуемое расстояние по длине заготовки и закрепить болтами.
- Надеть на заготовку хомутик, закрепив его болтом. Установить заготовку в центрах, вставить загнутый конец (рог) хомутика в вырез подвода и закрепить его. На рис. 6.2, б показана установка заготовки для фрезерования квадрата концевой фрезой.
- Установить фрезу на размер. Фрезеровать грань. После того как профрезерована одна грань, шпиндель делительной головки поворачивают вместе с обрабатываемой заготовкой на 90° и производят фрезерование второй грани и т.д.
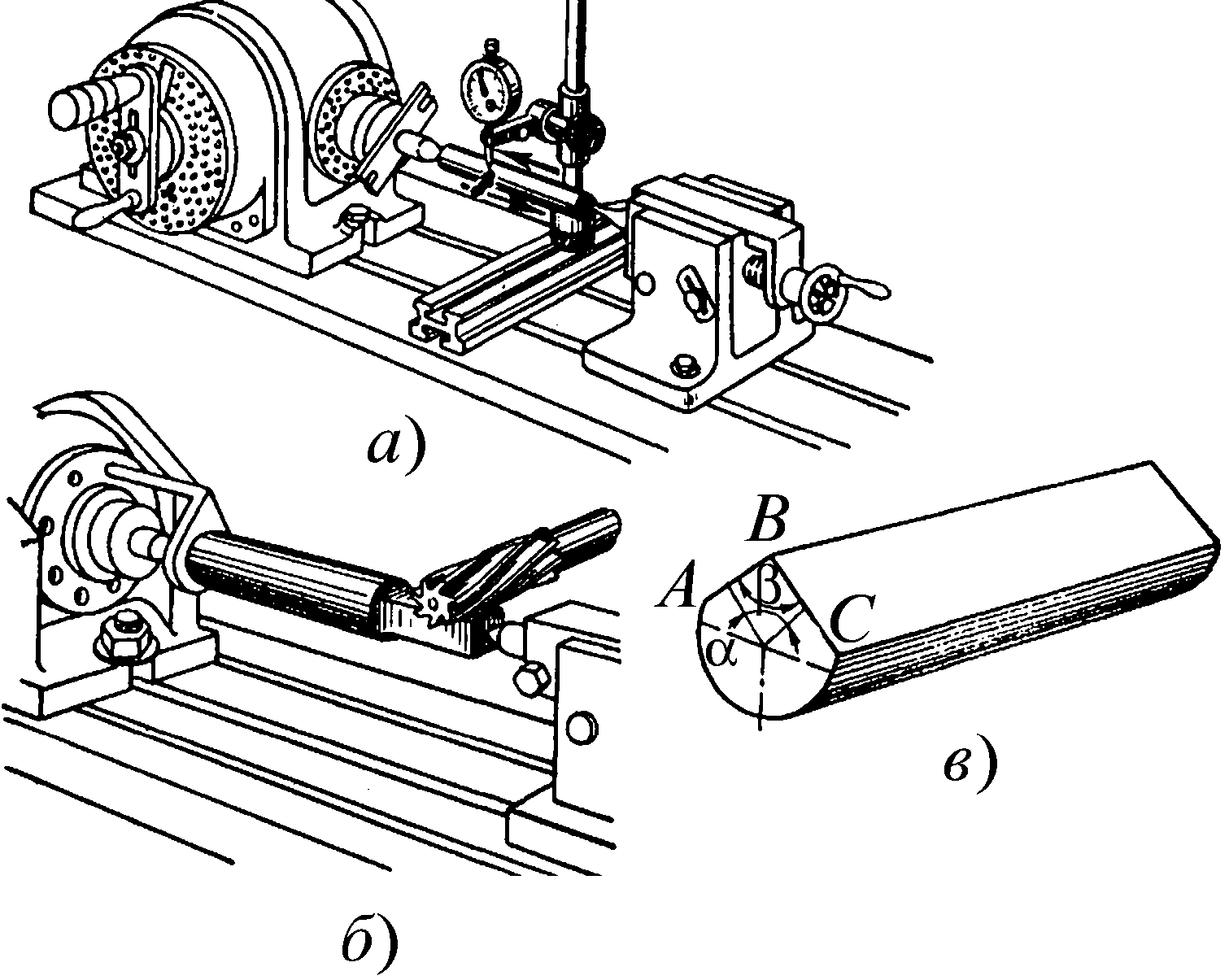
Рис. 6.2. Фрезерование четырехгранника на горизонтально-фрезерном станке концевой фрезой:
а – схема выверки делительной головки и задней бабки; б – схема фрезерования;
в – определение угла поворота делительной головки
Если в многограннике угол между плоскостями АВ и ВС детали равен β, то при последовательной обработке этих граней заготовка должна быть повернута на угол α (рис. 6.2, в), который определяют по формуле:
Поворот на угол α можно осуществить методом непосредственного деления. Определим частоту вращения n рукоятки, соответствующую повороту шпинделя на угол α. Если рукоятка сделает 40 оборотов, то шпиндель повернется на один оборот, т. е. на 360°. Искомую частоту вращения легко получить из пропорции:
откуда
Фрезерование граней многогранника можно производить не одной фрезой, а набором дисковых фрез. Этот метод при обработке большой партии заготовок является более производительным и точным, чем фрезерование одной фрезой.
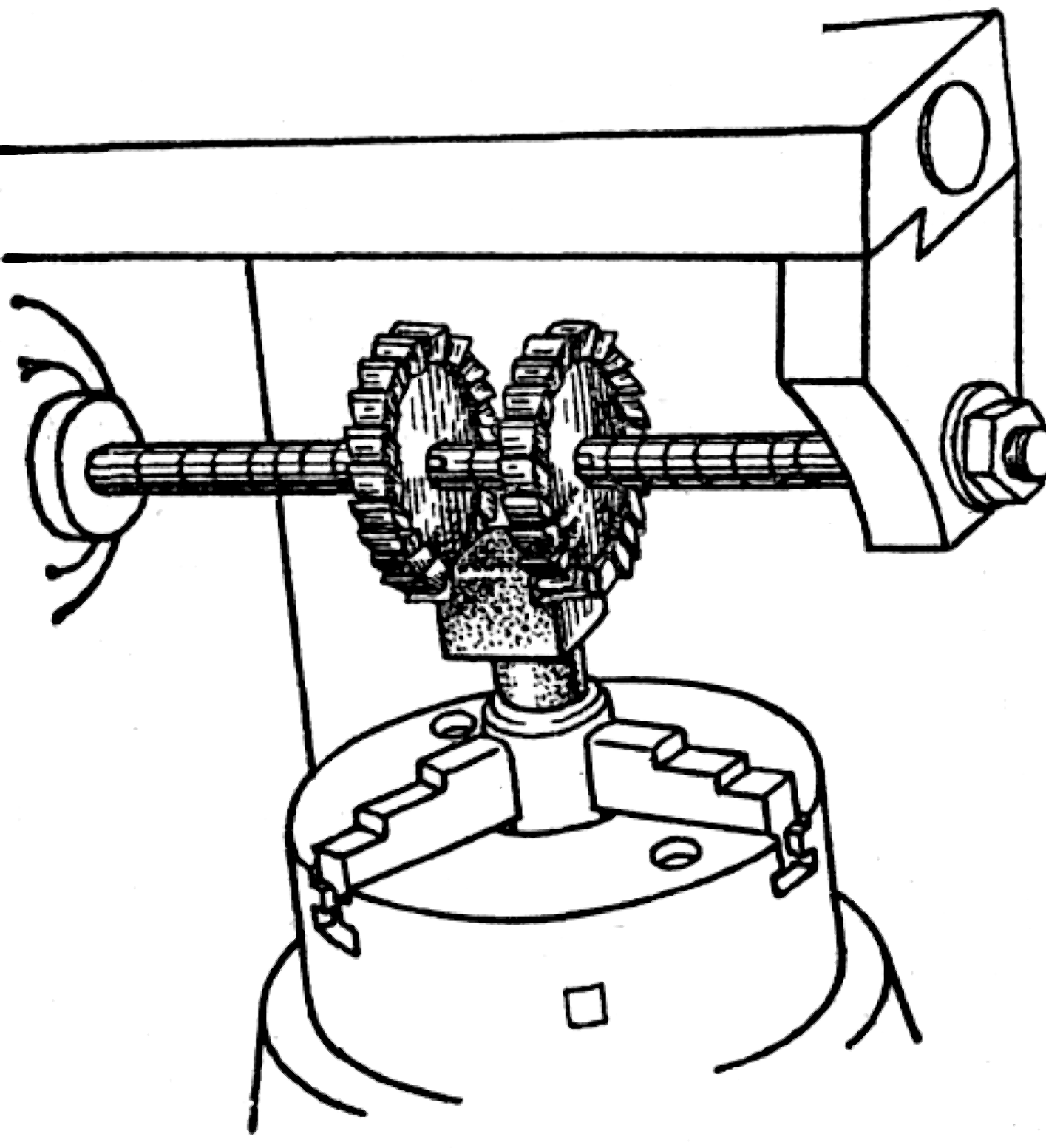
Рис. 6.3. Схема фрезерования граней головки винта набором фрез
На рис. 6.3 показана схема фрезерования граней головки винта набором из двух фрез. Расстояние между внутренними боковыми поверхностями фрез должно быть равно расстоянию между противоположными боковыми гранями детали. Это достигается подбором установочных колец, как и при обработке уступов и пазов набором фрез. Заготовка должна быть установлена так, чтобы ее ось была перпендикулярна оси оправки фрезы.
Для фрезерования многогранников в крупносерийном и массовом производстве применяет многоместные делительные приспособления для одновременной обработки партии заготовок.
Виды брака при обработке многогранников:
- Размер граней меньше требуемого из-за неправильно установленной глубины фрезерования. Причина – невнимательность при отсчете глубины фрезерования по шкале лимба.
- Размер граней меньше требуемого из-за неправильно установленного расстояния между двумя дисковыми фрезами набора. Причина – неправильный подбор установочных колец.
- Неверное расположение граней. Причина – неправильный отсчет делений по делительному диску.
- Значительная шероховатость обработанной поверхности. Причины – большая подача на зуб, биение фрезы, вибрации, работа изношенной фрезой, большой люфт шпинделя делительной головки, неправильный подбор СОТС и др.
Фрезерование прямых канавок и шлицев на цилиндрических и конических поверхностях пазов на торцах заготовок ведется различным инструментом на вертикально- и горизонтально-фрезерных станках. Общая схема последовательности выполнения отдельных переходов по наладке станка и выполнению операций схожа с рассмотренной выше. Отметим, что при настройке станка на выполнение указанных работ особое внимание следует уделять правильности установки фрезы относительно заготовки.