Станочные модули с ЧПУ
Продолжаем публиковать главы из учебника А.М. Гаврилина, В.И. Сотникова, А.Г. Схиртладзе и Г.А. Харламова «Металлорежущие станки» с полезной информацией о станках с ЧПУ. Сегодня разберем типы станочных модулей и их назначение.
Станочные модули
Станочным модулем называется станок с ЧГГУ оснащенный системами автоматической смены
обрабатываемых деталей и инструмента и другими устройствами, которые
обеспечивают непрерывную автоматическую работу станка в течение длительного
времени (смену или полсмены). Станочные модули обладают высокой
производительностью, которая обеспечивается в первую очередь за счет сокращения
вспомогательного времени, что достигается повышением скорости холостых ходов,
смены инструмента, обрабатываемых деталей и других вспомогательных движений.
Это приводит к возрастанию динамических нагрузок. Поэтому станок,
являющийся
базой станочного модуля, отличается высокой статической и динамической
жесткостью, быстродействием исполнительных механизмов. В связи с тем, что
станочный модуль в течение нескольких часов должен работать в автоматическом
цикле без оператора, его оснащают автоматическими управляющими и контрольными
устройствами.
Применение промышленных роботов для обслуживания системы станочного модуля
накладывает некоторые ограничения на номенклатуру обрабатываемых деталей из-за
специфики захватных устройств (небольшой диапазон захватываемых диаметров
деталей). Поэтому системы станочных модулей не обязательно должны быть
укомплектованы промышленными роботами, а могут содержать более простые манипуляторы.
Станочное оборудование, входящее в состав станочного модуля, целесообразно
выбирать из существующего станочного парка. Наибольшей эффективностью обладают
станочные модули, построенные на базе многооперационных станков.
Учитывая способность станочных модулей перестраиваться на обработку
деталей, их можно разделить на две группы: первая группа объединяет станочные
модули, которые перестраиваются на обработку других деталей при
непосредственном участии человека; ко второй группе относятся станочные модули,
которые перестраиваются автоматически без участия человека.
Большинство станочных модулей, отнесенных к первой группе, составляют
модули, построенные на базе токарных станков с ЧПУ, загрузку и выгрузку
обрабатываемых деталей которых производят промышленные роботы. Обработка
ведется партиями деталей, переналадку их на обработку другой партии деталей
(изменение положения задней бабки, переустановку кулачков токарного патрона,
введение программ в УЧПУ станка и робота и другие наладочные операции) выполняет
человек. Такие станочные модули следует называть
переналаживаемыми
производственными модулями.
Робототехнологическими комплексами следует
называть модули, работающие автономно (вне станочной системы), в которых в
качестве технологического оборудования используется промышленный робот
(сборочный, сварочный, покрасочный и др.). Робототехнологические комплексы,
специально изготовленные для работы в составе станочных систем, следует
называть
робототехнологическим модулем.
Станочные модули на базе станков с ЧПУ, которые переналаживаются на обработку других деталей без участия человека,
называют
гибкими производственными модулями. На накопителе модуля располагаются
приспособления-спутники с закрепленными корпусными деталями различных
конфигураций и размеров. При поступлении приспособления-спутника на станок
последний считывает код приспособления, вводит в оперативную память УЧПУ
необходимую программу обработки, проверяет наличие необходимого инструмента в
инструментальном магазине и выполняет другие действия. Все эти операции гибкий
производственный модуль выполняет автоматически без участия человека.
Станочные модули, переналаживаемые и гибкие, предназначенные для автономной
работы (вне станочных систем), следует называть соответственно:
переналаживаемый производственный комплекс и гибкий производственный комплекс.
Выполненные на базе одного и того же станка с ЧПУ, они отличаются как по
составу, так и по конструкции комплектующих их агрегатов. Кроме того, к модулям
предъявляются дополнительные требования, связанные с их включением в систему
управления, транспортно-накопительную, инструментообеспечения и вспомогательные
системы ГПС.
К комплексам предъявляются другие требования, связанные с их автономной
работой: более емкие накопители, инструментальные магазины и др.
Переналаживаемый производственный комплекс модели 16А20ФЗРМ. На базе токарного патронно-центрового станка модели 16А20ФЗ (конструкция
станка представлена в подразд. 6.6) оснащен УЧПУ 2Р22 (рис. 15.13). В состав
ППК кроме станка входят робот напольный модели М20П.40.01 с УЧПУ и тактовый
стол СТ220. Переналаживаемый производственный комплекс (ППК) предназначен для
обработки в автономном режиме деталей типа «тело вращение» из штучных заготовок
в автоматическом цикле с ограниченным участием обслуживающего персонала в
условиях серийного и мелкосерийного производства.
Рабочая зона робота закрыта ограждением 10 с блокировкой калитки на пульте 9. При открывании калитки робот останавливается. Пульты УЧПУ
2Р22 и управления роботом вынесены за пределы ограждения, что гарантирует
безопасность обслуживающему персоналу, включая вывоз тележек со стружкой от
транспортера 7.
Обработка деталей производится партиями. При переходе на обработку другой
партии деталей ППК следует перестроить с непосредственным участием человека:
переустановить кулачки токарного патрона на необходимый диаметр зажима,
переустановить на необходимую длину детали заднюю бабку, ввести программу с
пульта УЧПУ 2Р22 или с кассеты внешней памяти, откорректировать программу
робота, установить на тактовом столе заготовки, возможно, сменив установочные
приспособления на платформах тактового стола и др.
В цикле работы ППК заготовки автоматически поочередно передаются роботом с тактового стола на станок. Обработанные детали передаются роботом обратно со станка на платформы тактового стола.
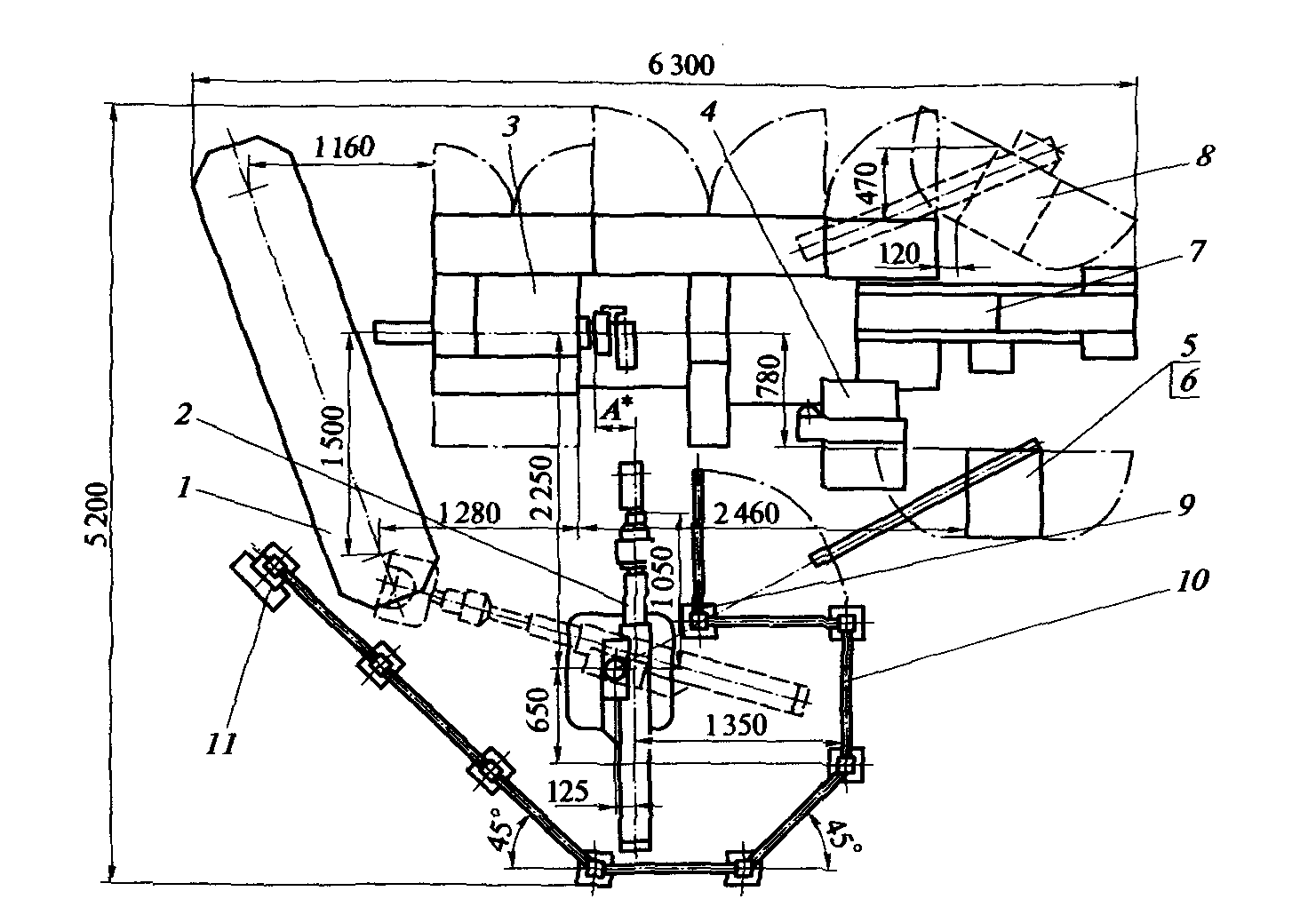
Рис. 15.13. Рекомендуемая планировка переналаживаемого производственного
комплекса модели 16А20ФЗС232:
1 — тактовый стол; 2 — промышленный робот; 3 —
токарный патронно-центровой станок модели 16А20ФЗ; 4 — пульт
управления УЧПУ 2Р22; 5 — пульт управления роботом; 6— УЧПУ робота; 7—
транспортер стружки; 8 — УЧПУ 2Р22; 9—пульт
ограждения; 10— ограждение; 11 — электрошкаф тактового
стола
Гибкий производственный комплекс с магазином
многошпиндельных коробок (рис. 15.14). Комплекс состоит из
многооперационного станка 6, систем автоматической смены многошпиндельных
коробок и обрабатываемых деталей, системы управления. Многоцелевой станок
включает в себя привод главного движения 13, поперечно-подвижный
поворотный стол 15, ограждение кабинетного типа 16, систему
охлаждения инструментов, устройство 2 для удаления стружки из зоны
резания, станцию смазки и насосную станцию гидрооборудования 8 [13].
Система автоматической смены многошпиндельных коробок состоит из склада 11,
где хранятся шпиндельные коробки 10, и автооператора 9,
выполняющего их смену.
Система автоматической смены обрабатываемых деталей включает в себя
двухпозиционную станцию 3 загрузки и закрепления обрабатываемых деталей,
подъемник-укладчик 1, подающий с помощью манипулятора 4
обрабатываемые детали 14 со склада 5 на станцию
загрузки. На складе помимо деталей имеются сменные столы-спутники 7 с
приспособлениями для установки и закрепления деталей.
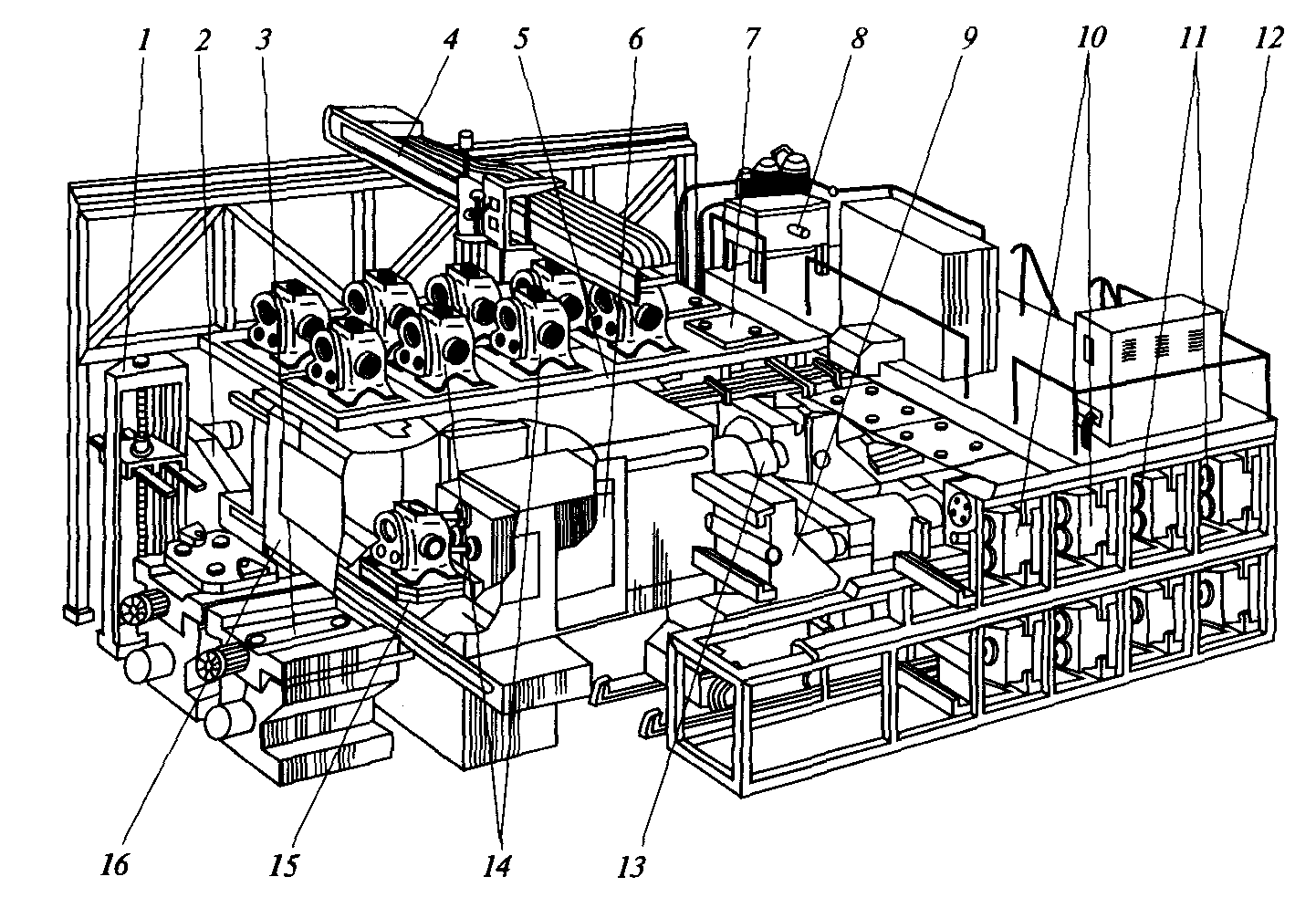
Рис. 15.14. Гибкий производственный комплекс с магазином многошпиндельных
коробок:
1 — подъемник-укладчик; 2 — устройство удаления стружки; 3
— станция загрузки и закрепления обрабатываемых деталей; 4 —
манипулятор; 5 — склад; 6— многооперационный станок; 7 —
приспособление-спутник; 8 — гидростанция; 9 —
устройство смены многошпиндельных коробок; 10 — многошпиндельная
коробка; 11 — склад многошпиндельных коробок; 12 —
УЧПУ; 13 — электродвигатель привода главного движения; 14
— обрабатываемая деталь; 15 — стол поворотный; 16 —
ограждение
Для переналаживания комплекса необходимо заменить установочно-зажимные
приспособления, многошпиндельные коробки с инструментами и технологические
программы обработки партии новых деталей.
Управление комплексом осуществляется от системы УЧПУ 12. Комплекс предназначен для
многооперационной обработки группы корпусных деталей из черных и цветных
металлов и используется как индивидуально, так и в составе ГПС как гибкий
производственный модуль.
Включение комплекса в гибкую
производственную систему сделает не нужным использование склада 5, оснащенного
манипулятором 4 и
подъемником-укладчиком. Автоматизированная транспортно-складская система гибкой
производственной системы доставит приспособление-спутник с установленной в ней
заготовкой непосредственно на станцию загрузки 3.
Кроме того, необходимо оснастить склад многошпиндельных коробок модуля приемно-передающим устройством для включения его в систему инструментального обеспечения и доработать УЧПУ для включения в общую систему управления ГПС. Необходимо решить вопросы, связанные с уборкой стружки, подачей охлаждающей жидкости и др.